今天一大早赶到宁波北仑一家压铸厂,车间主任一见面就诉苦:"胡工,这半个月铝液里的硅含量忽高忽低,产品合格率直接掉到八成,损失快二十万了!"
我让他带我去炉子那边看看。伸手摸了摸炉门边缘,温度明显偏高。打开观察孔,发现炉膛内壁的耐火材料已经斑驳不堪。
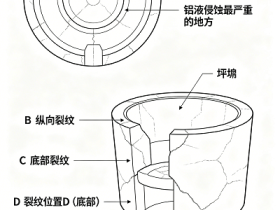
"问题就出在这里",我指着炉壁告诉他,"炉衬被腐蚀了,正在跟你们的铝液发生化学反应呢。"
炉衬腐蚀是最常见的隐形杀手
上个月在温州也有个类似案例。那家厂子总是控制不住镁元素烧损,换了三批原料还是老样子。后来停炉检查,发现炉衬已经被腐蚀得跟蜂窝一样。
这种问题特别容易被误判。很多厂子第一反应是原料有问题,或者是工艺没控制好,往往忽略了炉子本身的状态。
炉衬一旦被腐蚀,就会变成一个大号的"调味罐",不断向铝液里释放杂质。特别是处理含镁、含锌的铝合金时,腐蚀速度会更快。
扒渣不彻底也会带来看不见的问题
在苏州有家厂更离谱。他们的铝液老是出现不明杂质,最后发现是扒渣时图快,每次都有残留。这些留在炉内的熔渣在下一次熔炼时就会污染新铝液。
现在好的炉子都配了机械扒渣装置,但要是操作工调的角度不对,效果照样打折扣。
热电偶不准会让你"失之毫厘谬以千里"
还记得去年在台州那个教训吗?那家厂子测温系统显示720度,实际炉温已经冲到780度。结果硅元素烧损严重,成分根本控制不住。
现在我都建议客户每个月校准一次热电偶,特别是经常处理高硅铝合金的炉子。
(炉语者胡申岳,二十年深耕铝合金熔炼领域,最大的心得是:要想铝液成分稳,先让炉子状态稳。)
燃气质量也会添乱
这个问题在改用天然气的厂区特别常见。如果燃气里含硫量高,不仅会腐蚀炉衬,还会跟铝液里的合金元素发生反应。
在江苏有家厂就吃过这个亏,后来加装了燃气净化装置,问题才解决。
怎么判断是不是炉子的问题
教大家几个简单的判断方法:
如果每次都是同一个元素波动,八成是炉衬问题;
如果杂质元素没有规律,可能是扒渣或原料问题;
如果温度控制老是失灵,赶紧检查热电偶。
最直接的办法还是停炉检查。虽然会耽误一天产量,但总比一直出废品强。
预防比维修更重要
建议每个月做一次炉况检查,每半年做个全面检测。
记录每次维修更换的部件,找出易损件的使用周期。
新炉子投产前,一定要做烘炉处理,这个步骤千万不能省。
其实铝液成分波动这个问题,说到底还是设备管理的问题。把炉子伺候好了,它才能给你稳定的回报。毕竟在铝加工这个行业,稳定性就是竞争力。