“炉语者” 胡申岳,深耕铝合金熔炼领域 20 载,擅长 “听懂” 熔化炉状态。提供科学的熔化炉选型方案、快速故障精准排查与维修指导,同步优化熔炼工艺,帮您解决设备难题,实现生产稳定与降本增效。
今早堵在南京绕城高架上,客户电话催得急,说厂里的燃气熔化炉突然升温慢,原本每小时能熔 600kg 铝锭,现在硬生生掉了一半,能耗表还一个劲往上窜,车间主任对着仪表转磨,急得满头汗。
我一边听着电话里的机器轰鸣声,一边揉着太阳穴 —— 这种情况见得太多了,尤其是南京夏季高温,车间里本身就闷得像蒸笼,炉体散热受影响,很容易出幺蛾子。
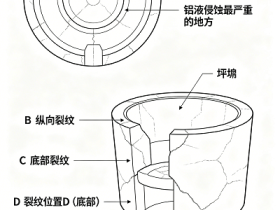
到了现场一摸,炉门边缘烫手得很,伸手一扯密封棉,都脆得掉渣了,这不明摆着热量跑了嘛。但客户一口咬定是电器控制的问题,说 PLC 屏幕上偶尔跳故障码,怀疑是点位没信号。
我让电工拆开控制柜查线路,自己蹲在炉体旁边看燃烧器,火苗忽明忽暗,颜色也不对,不是正常的淡蓝色。随手拧开燃气过滤器,我的天,里面全是油污和杂质,堵得严严实实。
“问题找到了,一半是密封棉老化,一半是燃气过滤器堵塞,跟 PLC 关系不大。” 我拍了拍手上的灰,跟客户解释,“你想啊,密封不好,炉内温度留不住,燃烧器供气不足,火苗烧不旺,升温能快才怪?能耗能不高?”
赶紧让工人换了耐高温的陶瓷纤维密封棉,清理了过滤器,又调了下燃烧器的风门比例,前后折腾了俩小时,再开机试炉,温度蹭蹭往上走,每小时熔化效率又回到了 580kg 左右,能耗表也慢慢降下来了。
干这行快 20 年,大家都叫我 “炉语者”,其实哪是什么能听懂炉子说话,就是见的故障多了,摸透了这些设备的 “脾气”。
就像去年南京江宁那家压铸厂,老板图便宜,不听劝选了 3 吨的燃气熔化炉,说自己产能够了。结果投产才三个月,天天加班赶订单,炉子 24 小时连轴转,不仅每小时熔化效率跟不上,燃气费每个月比预算多花 2 万多,三个月下来直接损失近 8 万,纯属冤枉钱。
后来找到我,重新做了选型方案,换成 5 吨的炉,制作周期 45 天,环保达标没问题,投用后每小时熔化效率稳定在 800kg,能耗直接降了约 40%,老板拍着大腿说:“早听你的,也不至于白扔这么多钱!”
其实熔化炉选型这事儿,真不能贪便宜也不能盲目跟风。得根据你的日产能、铝锭规格、甚至车间布局来定 —— 有的客户车间层高不够,硬要装大型炉,后期维护起来费劲不说,还影响散热;有的客户只看制作周期,催着厂家赶工,结果炉体焊接不牢固,用半年就漏铝,那损失才叫肉疼。
还有一次更离谱,苏州有家企业,熔化炉突然不升温,维修师傅查了半天说是加热管坏了,换了三根花了两万多,结果问题还在。客户急得不行,半夜给我打电话。
我第二天赶过去,先看了下炉内温度显示 650℃,但实际用测温仪一测才 580℃,再查电器回路,发现是温度传感器接触不良,跟加热管半毛钱关系没有。你说这钱花得冤不冤?
所以说,熔化炉故障诊断这活儿,不能上来就下结论。有时候是机械问题,比如炉体传动卡滞;有时候是电器问题,比如线路老化;还有时候就是小细节,比如密封棉松了、过滤器堵了。得一点点排查,跟侦探破案似的。
至于大家最关心的延长熔化炉使用寿命,说白了就是预防性维护 —— 不是说定期换零件就行,得平时多留意。比如每天开机前,摸一摸炉门密封好不好,看一眼燃气压力(正常在 0.08-0.12MPa 之间),燃烧器火苗颜色对不对;每周清理一次过滤器,每月检查下 PLC 线路有没有松动。
别等炉子彻底趴窝了再修,耽误生产不说,维修成本也高。我见过太多客户,平时不注重维护,炉子用个三五年就到处是毛病,而有的客户跟着我的维护方案来,炉子用七八年还跟新的一样,能耗指标一直很稳定。
前几天在无锡一家客户现场,车间里热浪滚滚,工人正在给炉体做保温层。老板跟我说,自从按我说的优化了熔炼工艺,调整了投料顺序,不仅铝液质量好了,废品率降了,每个月还能省近 3 万燃气费。
其实这些都不是什么高深的技术,就是在行业里摸爬滚打久了,总结出来的经验。铝合金熔化炉这东西,你对它细心,它就对你 “听话”;你糊弄它,它早晚给你 “现形”,让你吃不了兜着走。
不管是选型、故障排查,还是工艺优化,核心都是围绕着 “稳定” 和 “降本”。如果你也遇到熔化炉升温慢、能耗高、故障频繁这些问题,不妨找我聊聊,说不定能帮你少走很多弯路。毕竟,20 年的经验摆在这里,什么样的炉子 “脾气” 我没见识过?