干了二十年熔炼,我最常接到的急电就是:“胡工,炉子又‘趴窝’了!” 无论是燃气呼呼响却点不着火,还是中频炉哼着歌却不升温,背后的原因千奇百怪。今天,我就把压箱底的故障排查心得拿出来,咱们不搞复杂的理论,就聊现场怎么判断、怎么动手修。记住,好维修工都是“福尔摩斯”,线索就在细节里。
一、燃气坩埚炉:故障多半出在“气、火、电”
燃气炉的毛病,十有八九能归结到这三条路上。
故障1:点不着火,或点火后马上熄灭
可能原因与排查(按顺序来):
听声辨“气”:首先,点火时仔细听。如果一点“噗噗”声都没有,问题在燃气没过来。检查主气阀、电磁阀开了吗?燃气压力够吗?(用U型压力计测,一般需23kPa)。
看火辨“电”:如果能听到点火放电的“啪啪”声,但没火苗,那是点火电极的问题。看电极位置是不是偏了、积碳了,或者高压线老化了。电极尖端与烧嘴的距离(通常35mm)和角度是关键。
观火辨“风”:如果点着了但瞬间熄灭,像打了个嗝,这是经典的空燃比失调或火焰检测器(电离棒) 故障。先看空气压力是否正常,再调空燃比例阀。火焰检测器如果被积碳糊住,会误判“没火”而切断供气,拆下来用砂纸擦亮即可。
胡师傅一句话诊断:“有点火声没气,查阀门;有气没火花,查电极;有火又灭,先擦探针再调风。”
故障2:燃烧不稳定,火焰发红、飘忽,升温慢
可能原因与排查:
看火焰颜色:健康火焰应是明亮的淡蓝色。如果发黄、发红、且软绵无力,首先怀疑燃气压力不足或喷嘴堵塞。拆下烧嘴,用细通针清理喷嘴孔。
摸烟道温度:排烟温度异常高?说明大部分热量跑掉了,可能是烟道闸板没开,或者蓄热体(如果是蓄热式)严重堵塞,导致废气排不出,新鲜空气进不来。
查管道“隐形杀手”:在气路末端放散口测压力,如果比灶前压力低很多,说明管道内有堵塞(常见于新管路焊渣、老管路铁锈)或过滤器堵死。这个最容易被忽略。
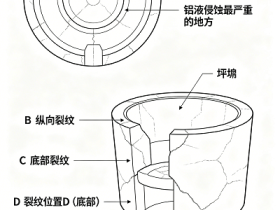
故障3:炉体漏铝液(最危险!)
原因与紧急处置:
原因:几乎100%是坩埚长期过烧、老化产生裂纹,或者底部被机械损伤。
黄金应急法则:一旦发现炉壳发红或有铝液渗出,严禁用水浇!
- 立即切断燃气和电源。
- 用长柄干燥铁勺,迅速将坩埚内铝液舀出,转移到备用干燥坩埚或浇铸模中。
- 如果泄漏扩大,立即向炉底及周围倾泻大量干燥的覆盖剂或应急冷料,减缓铝液流动。
- 划定危险区,人员撤离。
核心预防:严格执行坩埚定期强制更换制度,并做好使用记录。别心疼坩埚钱,它比一场事故便宜一万倍。
二、中频电坩埚炉:故障聚焦“水、电、线”
电炉玩的是电和水,故障更“隐形”,但逻辑清晰。
故障1:通电无反应,或启动即跳闸
排查步骤:
- 先查“水路”:中频电源和线圈全靠水冷。第一步,确认冷却水压、流量是否正常,水温是否过高。水压开关保护会阻止启动。
- 再查“主电”:检查主电源空开、整流模块有无损坏。用万用表测输入端电压。
- 后查“负载”:如果启动瞬间跳闸,很可能是感应线圈对地短路(漏水或绝缘破损)或炉料搭桥导致短路。万用表打到兆欧档,测线圈对地绝缘电阻,应大于1MΩ。
故障2:能启动,但功率上不去,熔化慢
排查步骤:
- 听“声音”:中频声变得沉闷、发闷,可能是逆变器的晶闸管(或IGBT)有一路损坏,导致功率减半。
- 看“仪表”:关注直流电压和直流电流。如果电压正常但电流很小,可能是炉料不导电(如全氧化渣) 或连接铜排、水冷电缆接头氧化松动,导致回路电阻过大。用手摸接头,异常发热就是这里了。
- 查“补偿”:功率因数电容(补偿电容)有击穿或容量衰减,也会导致功率提不上去。
故障3:铝液温度不均,出现“搭桥”
原因与处理:
原因:这是电炉特有毛病。炉料大小不均,大块料在熔化后期形成一个“硬壳”桥,上部已化,下部悬空,导致下部铝液过热,上部冷料不化。
处理:熔化后期,用干燥、预热的捣料棒轻轻试探炉底,如有硬块感,应适当降低功率并缓慢搅动,促进热传导。预防的关键是合理装料:小块料、车屑放下面或中间,大块料放上面。
炉语者维修心法:三板斧
先外后内,先易后难:别动不动就拆主板。从电源、气源、阀门、压力表这些外围、易查的入手,70%的故障都能解决。
清洁与紧固是灵丹妙药:我修过的炉子,一半问题是因为接头松动、接触面氧化、传感器积灰。定期(比如每月)用压缩空气吹灰,用砂纸打磨一下主要电气接头,能避免无数莫名故障。
记录就是病历本:好维修工一定有个小本子。记下故障现象、处理过程、更换的零件型号。同样的毛病第二次出现,翻翻本子,可能就是某个易损件的寿命到了。
维修,说到底是一场与设备的对话。你越了解它的脾气(设计原理),越细心观察它的状态(日常点检),它“闹情绪”的次数就越少。当它真“病”了,也别怕,按部就班,顺藤摸瓜,你也能成为车间的“设备医生”。