上个月底,我去江西一家厂做售后培训。走进车间,一股淡淡的、类似臭鸡蛋的味道飘过来。我当时心里就“咯噔”一下。没声张,直接让厂长带我去调压站。果然,在一个法兰连接处,肥皂水一抹,细微的气泡就冒出来了。
厂长脸都白了。他说这味道时有时无快一周了,工人都说可能是铝渣味,没在意。
你看,这就是最要命的危险——它往往穿着“正常”的外衣,在你麻痹的时候给你一刀。今天我不讲大道理,就结合我这二十年见过的、听过的、甚至侥幸躲过的那些事儿,咱像开个现场安全会一样,把天然气熔化炉里里外外的风险点,像“过筛子”一样捋一遍。
第一部分:最要命的——“炸”与“烧”
这两个字,是所有风险里最凶狠的,没有之一。
- 燃气泄漏与爆炸
这是悬在头顶的达摩克利斯之剑。危险不在于爆炸本身,而在于爆炸前的“静默期”。
泄漏点在哪? 我画张“地图”:调压阀组的接口、电磁阀的阀芯、球阀的阀杆、金属软管的接头、烧嘴前的金属挠性管,还有那些你最容易忽略的——压力表接口、燃气过滤器的排污口。这些地方,铝灰、油污一覆盖,慢漏气根本发现不了。气体在车间地面、地沟、吊顶这些通风死角积聚,达到爆炸极限(天然气大概5%15%),一颗静电火花就能引爆。
血的教训:早年听说过一个案例,夜班工人巡检,闻到味儿没找到源头,顺手在控制柜边上点了根烟。就这一个动作,炸塌了半个车间。损失?那都不是钱的事了。
怎么办? 除了装燃气报警器(而且要装在屋顶、地沟这些气体容易积聚的死角),最土最有效的办法就是“肥皂水巡检法”。每周,拿瓶肥皂水,把上面说的所有接口、阀杆喷一遍。有气泡,立马处理。别信鼻子,人会嗅觉疲劳。
- 铝水遇水爆炸(放炮)
这个比燃气爆炸更常见,也更惨烈。它不是“轰”的一声,是“嘭”的一声闷响,然后把上千度的铝液像炮弹破片一样炸得到处都是。
水从哪来? 你以为只有地上的积水?太天真了。我总结过:
炉料带水:潮湿的回收料、沾了雨雪的铝锭,尤其是铝屑,不经过彻底烘干就进炉,相当于在炉膛里扔“水炸弹”。我专门写过 《铝屑熔解炉跟普通熔化炉别搞混!》 ,就是因为这个风险太高。
工具带水:搅拌棒、扒渣勺、取样器,如果放在潮湿地面或冷却水槽里没烘干,伸进铝液瞬间,水汽急剧膨胀。
炉体漏水:炉顶的测温孔、观察孔密封不严,下雨渗水;更隐蔽的是,冷却水套(如果有)或液压系统漏油漏水,滴到炉壳上,高温炉壳一烤,水变成蒸汽,压力无处释放,也能把炉衬憋出裂缝,铝液顺着缝渗出来,遇到更多水,连环炸。
亲眼所见:在浙江一个厂,工人图省事,把一筐刚用水泼过降温的铝渣,直接倒进炉边的回炉料堆。结果一块湿料混进了加料斗,进炉不到十秒,一声闷响,炉门喷出一团火球,幸好当时炉前没人,只是把加料机烧毁了。十几万的设备损失,加半个月停产。
第二部分:慢性的、要钱的——“穿”与“漏”
这些危险不立刻要命,但像钝刀子割肉,让你慢慢流血。
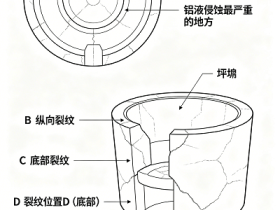
- 炉衬侵蚀穿炉(跑铝)
这是所有炉子寿命的终结方式,也是巨大的安全和经济风险。炉衬薄了,强度不够,上千度的铝液在静压作用下,会从最薄弱点“挤”出来。
危险在哪? 它通常有征兆,但容易被忽略。比如炉壳局部异常发红、炉温不稳定、能耗莫名升高。等到你看见铝液像蜡烛泪一样滴下来,就非常被动了。铝液一旦接触地面或液压系统的油管,就是火灾,如果流到电缆沟或设备基础里,损失巨大。
真实损失:我处理过江苏一个案例,炉衬监测没做好,夜里穿炉,铝液烧坏了主液压油缸和一堆传感器,直接设备损失四十多万,停产一个多月抢修,订单赔偿另算。老板说心都在滴血。
怎么防? 核心是做好预防性维护。定期(比如每季度)用红外测温枪扫描炉壳,建立温度分布图。热点区域,停炉后必须用内窥镜看里面炉衬情况。别等“感觉不对劲”再查。
- 高温铝液泄漏与喷溅
这不只是穿炉,更多是操作不当。
倾倒过程:液压倾倒炉的旋转接头、炉嘴砖如果老化开裂,倾倒时铝液会从侧面流出来。我曾见过一个厂,炉嘴砖有裂纹没换,倒铝时铝液顺着炉体流到液压平台上,引燃了油污。
浇注过程:浇包不对准、操作不当,铝液洒出来。地面上的油污、积水,瞬间就能变成火海。
精炼过程:这是喷溅高发环节。精炼剂潮湿、加入方式不对(猛的一下全扔进去)、插入深度太浅,都可能导致铝液剧烈沸腾喷出。操作工必须全副武装——面罩、防烫服、手套,一个都不能少。
第三部分:看不见的杀手——“毒”与“烟”
- 烟气与有害气体
天然气燃烧不完全会产生一氧化碳(CO)。铝液高温下会挥发出一些金属烟气,如果使用不干净的废料(如含油漆、塑料),会产生二噁英等剧毒物质。
风险:慢性中毒,损害神经和呼吸系统。车间通风不良,尤其冬天门窗紧闭时,浓度很容易超标。
现场观察:很多老板舍得花几百万买炉子,却舍不得把环保达标的排烟和除尘系统做好做全。检查一来就停产,平时偷着排。这不是长久之计,更是对工人健康的不负责。
- 高温与热辐射
这看似“温和”,实则危害极大。长期在高温辐射环境下工作,工人容易中暑、疲劳、注意力下降,而注意力一下降,所有前述的机械伤害风险都会指数级放大。
一个细节:炉门打开的瞬间,那个热浪扑面而来。如果炉门密封不好,平时漏热,不仅费气,也让整个车间环境温度居高不下。改善工作环境,本身就是重要的安全投资。
第四部分:该怎么防?我二十年的“笨办法”
说了这么多吓人的,关键是怎么不让它发生。我的经验就三句话:
- 把“规矩”刻进肌肉里
安全操作规程不是墙上的画。要练成本能。比如“所有进炉物料必须干燥”这一条,就得设立检查岗,谁投料谁负责。“炉前地面必须干燥清洁”,就得安排专人每班检查清扫。规矩的执行,必须和考核挂钩。
- 用“工具”延伸你的感官
人靠不住,机器也靠不住,但人机结合就可靠。
燃气报警器:必须装,而且定期用标准气体测试它还好不好使。
红外测温枪:每天扫一遍炉壳、电机、轴承,发现异常温升。
炉衬测厚仪/内窥镜:定期给炉子做“胃镜”,花小钱省大钱、保安全。
详细的点检表:不要只打勾。要记录数据:燃气压力值、炉壳温度、循环水温度。数据对比才能发现趋势性隐患。我在 《铝合金熔化炉的日常点检,胡申岳建议关注这7个部位》 里列了个模板,可以参考。
- 脑子里永远绷着“最坏情况”这根弦
做任何操作前,问自己一句:“如果下一步出问题,最坏会怎样?我怎么躲开?”
加料时想:万一有潮湿料爆炸,我站的位置安全吗?
点火时想:万一爆燃,控制柜这边是不是喷火区域?
维修时想:能源(气、电、液压)真的隔离挂牌了吗?会不会有人误操作?
说到底,安全不是成本,是效益,是底线。一次重大事故,足以毁掉一家经营多年的工厂。炉子可以再造,人不能复生。咱在这行讨生活,图的是长久安稳地挣钱。把危险看清楚、想明白、防到位,这钱才挣得踏实。
希望这篇基于无数教训的“危险分析”,能给大家敲个警钟,更提供些实在的抓手。平安是福,这话在咱们这行,是实实在在的真理。