
胡申岳 2026-05-03
说到铝合金坩埚炉的故障,我脑子里第一个蹦出来的画面,不是图纸也不是参数,是那天凌晨三点在客户车间里,蹲在地上闻着烧糊的电阻丝味道,拿着万用表一个一个点测的画面。那个味道,怎么说呢,有点像烤糊了的电饭煲,还夹杂着一股说不清道不明的金属味儿。
干了这么多年,我总结下来,坩埚炉的故障看起来五花八门,但多半绕不开那几个核心玩意儿。你把它想成一口大锅——锅本身、火源、还有看火候的温度计,说来说去就这么三样东西。
一、坩埚破裂或开裂,这在现场是最让人心跳加速的事
先说说这口“锅”——坩埚本身。
上一个深秋,在浙江永康,刚入夜不久,客户火急火燎打电话,带点方言的口音听得出来是真急了:“胡工,坩埚穿了,铝漏了一地,腿的现在还在滴答淌!”当时我还在上一个维修点查线头,一接电话头皮一紧——坩埚穿了,可不光是炉子的事,五六百度的铝水漫到车间里,那就是事故。
快马加鞭赶到现场,那一幕怎么说,车间地上明晃晃一片铝水凝固的痕迹,简直跟在水泥地上倒了一锅粥似的,只不过这“粥”烫得能要人命。
坩埚破裂的原因,我做张简单示意图放在下面,方便大家一眼看懂是怎么回事:
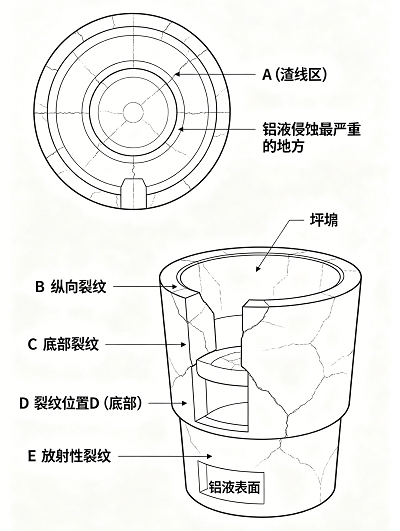
就我这些年碰到的,坩埚破裂通常有这几种情况:
1. 裂在“渣线区”(铝液表面那一圈)
这是最常见的。我把手指在铝液表面高度那个位置划了一圈,那个地方的坩埚,长期被铝液和空气交替折腾——铝液侵蚀着它的内壁,空气氧化着它的外壁,再加上每次加料、捞渣的机械摩擦,厚度越来越薄,最后不知不觉就漏了。
还有那个“渣线区”也得看紧。有个案例我印象挺深,2020年盛夏,一个老客户打电话来,语气里听得出那种欲哭无泪的无奈:“胡工,上周刚换的坩埚,的用了没几天,又漏了!”我赶到一看,还真是,新换的坩埚,渣线部位一圈又被严重侵蚀了。我二话不说,回头翻了翻采购单,一看材质——不是耐腐蚀的碳化硅石墨坩埚,而是为了图便宜买的一般的石墨坩埚。便宜没好货,搁这儿应验了。
我跟他说:“你心疼贵的?那你现在天天换便宜货,算算这几天的停工损失和坩埚钱,哪个亏更大?” 他咬牙换回碳化硅石墨的,那之后两年故障率降了一大截。碳化硅石墨坩埚导热快、耐溶损,关键是寿命抵得上普通坩埚的5-10倍,这笔账要算清楚。
2. 搬运不当或者冷热冲击裂在底部
特别是刚开炉的时候,有些工人性急,一上来就大火猛烧,或者把冷料直接、大块地摔进去。坩埚受不了这种热胀冷缩的折腾,底部应力大会开裂。
我通常的做法:开炉前,先用小火温一温坩埚,然后均匀放置“起熔块”或小块料,等温度慢慢上来再加大火焰。装冷料的时候,最好在炉底先铺一层小块料缓冲一下。另外,大块料别一次性摔进去,否则机械冲击力大了,没准就把坩埚底“拍”裂了。
二、加热系统故障,炉子“不升温”或者“升温慢”
很多时候客户打电话来说炉子坏了,其实问题出在加热环节。我按加热方式不同分开说。
先整理一个“升温慢”问题排查路线图,方便大家
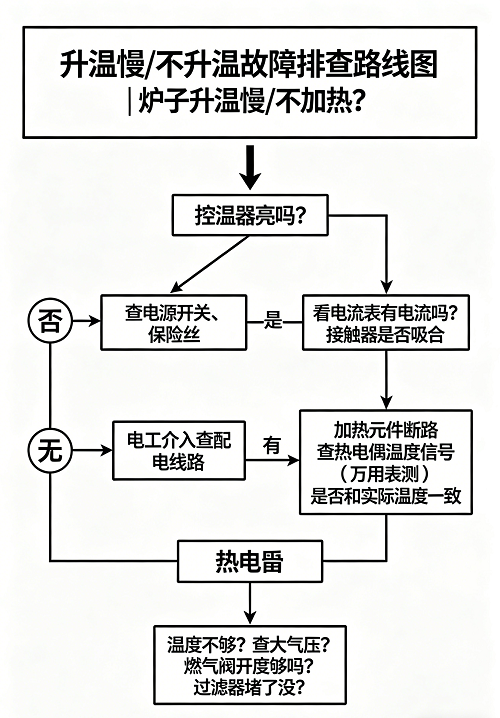
▸ 电阻加热式(电炉)
电炉的“心脏”就是那些电阻丝或者硅碳棒。我的经验是,这些家伙坏得最多的时候,基本都在晚上,或者节假日刚开工。
有一年春节后复工,山东一个厂子打电话,声音都快哭了:“胡工,第三天了,整台炉子温度就是上不去,A356料在炉子里黏糊糊的,快成浆糊了!”
我到了现场,拿万用表一个一个测加热元件的电阻。测到一个,数值是无穷大——坏了。用手机的手电筒顺着炉膛底部一照,一截电阻丝中间断了,在炉膛里垂着,还冒着细细的一缕烟。
高温烧久了,电阻丝会慢慢氧化变脆,再加上老式炉子炉底板不平,电阻丝一变形就容易“搭铁”短路造成局部发热烧断。
我自己总结的维修检查套路:
先断电。这个不用说,保命的事,谁敢忘?
拿起万用表欧姆挡,直接测加热元件对外壳的电阻。正常情况下是无穷大。只要电阻掉到几欧姆或明显变小,就说明这家伙漏电了。
然后再测两根接线柱之间。如果是硅碳棒那种,电阻变了就说明老化的不行了,得换。
那次去车间,我一看,炉膛里掉了很多氧化皮和金属碎屑,正好搭在电阻丝上,相当于给它创造了一个短路通道。
所以我的建议是:每天停炉后,把炉膛里的脏东西清干净——用吸尘器吸碎屑,用柔软的布料擦拭炉膛内部,别让那些脏东西钻了空子。 -
具体怎么换电阻丝?
先把炉子完全断电冷却,拆开炉壳,取出破碎的电阻丝夹持部分。关键一步是用相同材质和截面的新电阻丝(铁铬铝电阻丝要原厂同规格)替换,绕制或焊接的时候必须保证和原来长度、形状一致,装到隔热槽里必须别让它们互相碰触。装好之后再测一遍电阻,没问题就合上炉壳,烘炉升温几小时,让新电阻丝慢慢适应。
但我要提醒一点: 不同材质和规格的坩埚适用于不同金属,错了不光影响坩埚寿命,还影响金属质量-17。别说我啰嗦,这都是吃亏吃出来的。
▸ 燃气加热式
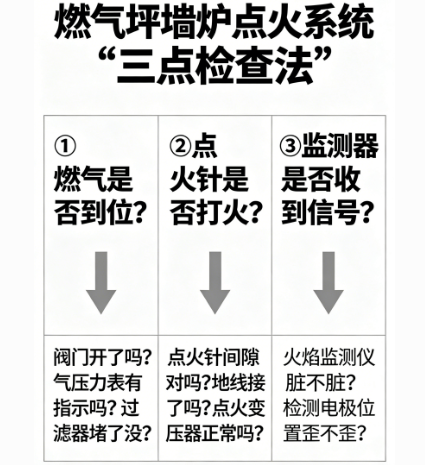
烧气的炉子,常见的老毛病我基本都见过——点火困难、中途熄火、火焰发黄发飘。
我记得去年在常州,有一台燃气坩埚炉“轰”一声有火焰,但点着了又马上灭,反反复复折腾,把整个车间的工人都搞崩溃了。设备的班长拿螺丝刀这里敲敲那里碰碰,就是找不到毛病。那阵子可真把一个班组给折腾够呛。
我到那一看,炉子刚开始是“轰”声大,但几秒钟后火焰一“跳”,很快没了动静。
这种情况通常是点火变压器的高压线漏电,或者接地不好导致没办法持续产生火花。还有,很多车间工人把“燃气压力”的习惯单位搞混,一般烧嘴前在5kpa左右,调高了把火焰吹个“脱火”,火焰监测器监测不到信号,电磁阀立刻关闭燃气,火就灭了。
另一个排查方向是空气配比不合理。烧气跟人呼吸是一个道理——你光喂它气,不给足氧,它烧不畅快。有一次遇到炉子火焰黄得厉害,烧嘴喷出来的火也是“恹恹”的没劲——那完全就是供氧不足导致的。后来重新调了风机风门开度,火焰立马蓝了许多。
燃气炉点火系统排查示意图:
三、温控失灵,温度“打摆子”忽高忽低
2019年一场夏末,在江西一家铝合金厂,他们的温控器抽风一样,搞出来的铝合金成品不是这儿硬就是那儿软,废品率一下子飙升到近两成。
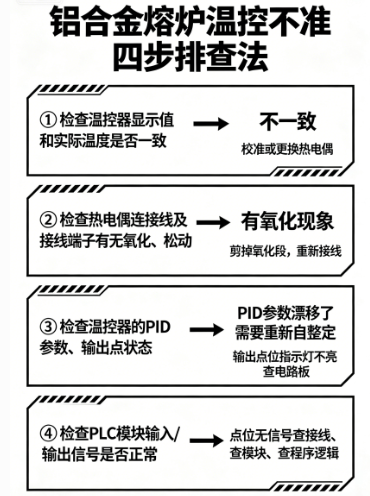
我到现场一看,温控器显示750℃,但我拿出随身携带的测温枪往铝液里一插,实测只有650℃左右,差了整整100度。这叫什么事?——热电偶位置装错了,离烧嘴太近,测的是火焰温度,根本不是铝液温度。
而且那支热电偶外壳严重老化,补偿导线也被车间高温空气烤得塑料皮都开裂了,信号传送漂移得一塌糊涂,仪表根据这个信号控制大小火,能正常才怪。
后来我给它换了浸入式热电偶,直接插到铝液里测真实温度,又加装了一台智能控温表和一套PID调节,两台控温表第一台主控,第二台做监控保护。前后砸进去几千块换硬件,但没有再出现成批废品。
我建议厂里的老法师们,每隔半个月或一个月,用便携式测温枪或者标准温度计对上温控仪的显示值,校正一下控温仪表和多路巡检仪的指示值。偏差大了,要么热电偶坏了,要么补偿导线老化漏信号,或者干脆就是温控仪参数跑偏了,得赶紧处理。
温控系统故障检查顺序:
四、密封问题,炉门密封棉坏了,炉压掉了
燃气炉要是密封不好,整个燃烧工况就全乱套了。这个教训是刚入行时候吃的,现在想起来还心有余悸。
有次客户说炉子能耗吓人,我在炉门前蹲了大半天,炉门边上有细微的“嘶嘶”漏气声。伸手一贴炉门边缘——不是烫,是那个密封棉硬化了,压不紧了,热量和废气往外钻,外面的冷风往里面倒灌,能耗能不高吗?
炉门密封棉本身是个经常换的东西,但很多人忘了定期检查。密封棉失效了,炉膛压不住,燃气的利用率直线下降,一年偷走的能耗你算一算,够买两三台新炉子了。
简单的检查方法: 设备运行的时候,拿一张薄纸贴近炉门边缘,纸被吹动了说明哪儿漏了。
维修步骤:先停炉冷却,清理干净炉门和密封槽里的老密封棉残胶,用耐高温密封胶把新密封棉粘到密封槽里。外圈用不锈钢压条固定好,并且每隔一阵子就用扳手把压条螺丝拧一拧——高温运行会让螺栓有一点松动,你不补它,它就帮你漏气。
五、预防性维护才是省钱的硬道理
话说到底,每次烧坏了再修,都是“亡羊补牢”。成本高不说,耽误时间心疼好几天。所以我觉得预防比维修更重要,这几年帮不少企业做维保培训,效果明显。
后来我进车间,习惯带上手电筒,把炉门开条缝往炉膛里“瞄”几眼——先看炉衬完不完整,有没有剥落或鼓包。再伸手试着摸一下密封棉压实情况和炉门闭合的吻合度。最后蹲下来看热电偶安装位置正不正,PLC控制柜的信号灯是不是一个个跟着动作亮。
这三个地方是我多年修的“优先级”:看炉衬,查密封,对信号。这三步做好了,炉子三五年内妥妥的。
另外,我梳理一个隐患排查表,方便车间工人每天开机前对照检查:
| 部位 | 检查什么 | 怎么判断有问题 | 处理方式 |
|---|---|---|---|
| 炉衬 | 有无裂缝、剥落(特别是渣线区) | 用眼观察,铝液渗出的黑色痕迹 | 小裂缝找耐火料补上,大裂缝考虑换新坩埚 |
| 坩埚 | 有没有鼓包或变形迹象 | 鼓包的那个区域外壁温度异常高 | 判断严重程度,联系专业换新 |
| 加热元件 | 通断、电阻值、表面颜色 | 万用表测电阻无穷大/变色严重 | 换同规格元件 |
| 热电偶 | 显示温度和实际温度偏差 | 测温枪对比测量差值 | 偏差大时换新热电偶 |
| 燃气系统 | 气压表读数、火焰颜色、过滤器 | 气压波动、黄火、过滤器脏堵 | 调整参数,清洗或换滤芯 |
| 炉门密封 | 漏气、密封棉老化 | 薄纸贴边缘看是否被吹动 | 换密封棉、拧紧压条螺栓 |
还有我特别要强调的——严禁在坩埚内或炉膛中使用含铁的工具搅拌或打渣。 铁质的勺子、耙子很容易在高、中温下被铝液腐蚀“吃掉”,这样大量的铁杂质就会溶进铝液,改变化学成分。如果要搅拌或打渣,请使用涂有陶瓷涂层的或有精密烧结保护层的工具,或者石墨制的工具。
最后的话
我回想起在第一次去维修的时候,看到那种整个车间因为一台炉子趴窝而停产的焦虑表情,真是心疼——企业不易,省钱归省钱,但在关键的备件上千万别再糊弄自己。
炉子没感情,但人有脑子。整理这些故障和维修方法,就是希望让炉子这种“哑巴设备”能稍微靠谱一点,别让大家白白的交那些烧心又烧钱的学费。
说到底,卖炉子不是卖设备,是卖不意外的安心。做维保不是光修事后的炉子,是帮客户在前面把稳定生产的大头钱省出来。
最后附上常见故障和解决方法速查表:
| 序号 | 故障现象 | 常见原因 | 解决方法 |
|---|---|---|---|
| 1 | 坩埚破裂漏铝 | 渣线区侵蚀、材质差、热应力过大、冷热冲击 | 立即停炉并断电,隔离铝液,更换同规格坩埚 |
| 2 | 炉子不升温 | 加热元件断裂、电源故障、热电偶失效 | 用万用表查通断、测电阻、换元件,校热电偶 |
| 3 | 升温速度慢 | 电阻丝老化氧化、炉膛积渣、电源电压不稳 | 定期清炉膛积渣,换掉老化的元件 |
| 4 | 点不着火 | 燃气阀/过滤器堵、点火变压器坏、燃气气压不对 | 分段检查阀、过滤器和点火回路,调气压 |
| 5 | 点火后熄火 | 火焰监测失灵、空燃比失调、脱火 | 清洁火焰监测器探头,调整空燃比,复查气压 |
| 6 | 温度波动大 | 温控仪表不准、PID参数漂移、热电偶位置错 | 换仪表或传感器,重新整定PID,正确装热电偶 |
| 7 | 炉门漏气 | 密封棉硬化、压条螺栓松动 | 换密封棉、紧螺栓,耐高温胶加固 |
| 8 | 铝液铁含量超标 | 用错坩埚或含铁工具,新/旧料配比不当 | 换正规坩埚避免铁材料搅动,调整配料比 |
| 9 | 铝液含气量高、气孔 | 精炼除气没做,除气时间太短 | 用氮气或者氩气通到铝液中,除气时间至少按要求来 |












