昨天在苏州客户车间,厂长指着新上的蓄热式熔铝炉问我:“老胡,这大家伙肚子里到底怎么转的?培训手册太复杂。”我顺手抓起粉笔,在旁边的铁板上画了五分钟。他看完一拍大腿:“早这么画不就懂了!”
是啊,原理这东西,说得玄乎就骗人,说简单了又不解渴。今天我就把那天画的示意图,配上二十年摸过的上百台炉子,给你掰扯清楚。
一张图看懂核心:炉子的“一呼一吸”
(文字描述示意图,您可边看边在脑中勾勒)
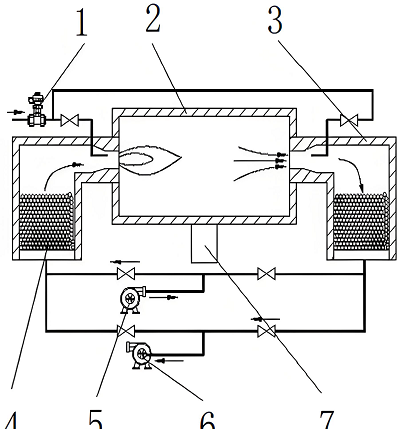
左边是“吸气”侧:
- 冷空气入口 → 经过一个蓄热体A(想象成装满陶瓷球的蜂窝状容器,此刻已被烧得通红)→ 空气被加热到600℃以上,变成高温助燃风。
- 天然气管道 → 经过调压阀、过滤器、流量计 → 与高温助燃风在烧嘴A前按精确比例混合。
中间是炉膛:
- 混合好的高温气在烧嘴A喷出,瞬间点燃,形成一道迅猛的高温火焰(可达1200℃以上),猛烈冲刷铝料。
- 火焰热量通过辐射和对流传给铝料,完成熔化。废气带着大量余热(约800℃)向炉膛另一侧流去。
右边是“呼气”侧:
- 高温废气 → 穿过另一个蓄热体B(此刻是冷的)→ 把绝大部分热量“存放”在陶瓷球里。
- 温度降到150℃左右的“废气”经引风机排出。
关键动作来了:换向!
- 大约每3060秒,控制系统(PLC)发出指令,切换所有阀门。
- 原来“吸气”的左边变成“呼气”:新鲜冷空气改走蓄热体B(此时已被废气加热红),加热后参与燃烧;烧嘴B点燃。
- 原来“呼气”的右边变成“吸气”:烧嘴A关闭,炉内废气改走蓄热体A(此时已在上个周期被加热),将其冷却并回收热量后排走。
如此循环,一呼一吸,周而复始。
原理的灵魂:热量不是烧出来的,是“换”回来的
很多人以为炉子就是拼命烧气。错了!天然气炉,特别是现代蓄热式燃烧(RTO/HTAC)炉,核心原理是 “极限热回收” 。上面示意图里,两个蓄热体就是两个“热能电池”,轮流充放。
我2017年参与无锡那个外资厂斯托泰克炉项目时,实测过数据:普通烧嘴的炉子,废气温度500℃以上,热量直接排走,热效率撑死50%。而换成蓄热式,废气温度降到150℃以下,吨铝能耗直接从85方天然气降到55方左右。省下的不是一点半点,这就是原理带来的真金白银。
示意图里没画,但更要命的三个“活件”
图是骨架,真正让炉子“活”好的,是血肉。
- 控制系统的“神经”
图上那个PLC,才是大脑。它干三件大事:
精准配比:根据炉温自动调节天然气和空气流量,维持最佳空燃比(通常天然气:空气≈1:10)。这个比值偏了,要么燃气浪费,要么燃烧不完全冒黑烟。
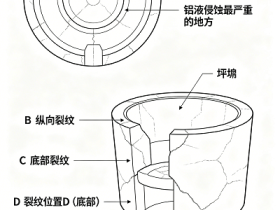
稳定炉压:保持炉内微正压(1015帕)。我处理过安徽再生铝厂的案例,炉压不稳,一会负压吸冷风,一会正压喷火,能耗高还危险,最后查出来是排烟蝶阀执行器连杆松了——一个机械小毛病,让整个控制系统“失准”。
定时换向:指挥那套气动阀门精确切换。这里最怕PLC点位没有信号,比如换向限位开关故障,系统就“懵”了。
- 烧嘴的“手艺”
烧嘴是把混合气“塑造”成理想火焰的艺术家。好的火焰应该是短、亮、刚性足,舔着铝料表面走。我见过不少厂子熔化炉升温慢,拆开烧嘴一看,燃气过滤器形同虚设,铝灰和杂质把喷口堵了一半,火焰软绵无力。这属于“心肺功能”不全。
- 炉膛的“肠胃”
炉膛结构决定热量吸收效率。火焰路径、炉顶高度、铝料堆放方式,都必须让热量均匀铺开。设计不好的炉子,火焰直冲对面炉墙,把耐火材料烧穿了,铝料却没热透。这好比胃穿孔了,吃再多也吸收不了。
从原理看故障:为啥你的炉子“不听话”?
懂了原理,排查故障就有了路线图。
现象:炉温上不去,耗气量飙升。
按图索骥:先看废气温度。如果排气温度异常高,说明蓄热体“存不住热”了。要么陶瓷球碎裂堵塞,要么换向阀内漏,废气没走蓄热体直接跑了。
真实案例:在甘肃陇西改造老炉时,就遇到这情况。打开一看,劣质蓄热体粉化了近三分之一,热回收效率大跌。全部更换后,能耗立降25%。
现象:炉压波动大,火焰不稳定。
按图索骥:重点查“呼气”通道。引风机频率是否稳定?排烟管道是否积灰堵塞?炉门密封棉是否完好?有漏风点就像自行车泄了气,永远费力。
我的教训:早年给一个小厂做选型方案,为省成本用了小一号的引风机。结果炉压永远拉不起来,产量达不到,最后不得不换风机,损失了安装费和时间,纯属冤枉钱。
现象:铝液质量波动,烧损率高。
按图索骥:回到原理——过热和氧化主要发生在铝液表面与火焰接触时。如果火焰搅拌太剧烈,或者炉内氧化性气氛过强(空燃比失调),烧损自然大。这时要调的不是温度,是燃烧曲线和火焰刚度。
写在最后:原理的价值在于“用”,不在于“懂”
这张原理图,最终要指向三件事:
- 选型:看懂原理,你就知道为什么我总说《为啥铝合金熔炼更推荐天然气炉?跟电炉比真不是瞎吹》,蓄热式是连续生产的首选。
- 操作:明白“呼吸”节律,操作工就会自觉保持炉压、关注废气温度,而不是只会按按钮。
- 省钱:所有维护都围绕保护“热回收效率”展开。清理过滤器、检查密封、监控蓄热体压差,这些日常动作都是在堵住能源流失的口子。
炉子如人,通则不痛。原理通了,你听它的“呼吸”就能知道健康与否。这二十年,我无非是把这张图,画在了上百个客户的车间里,也画在了他们降本增效的账本上。
(本文中阐述的节能原理,在《熔铝炉节能改造:不是玄学,这5招真能省40%能耗》中有更落地的实操方法。若您在选型方案上有具体困惑,可参考《熔化炉成胜负手:铝合金熔炼设备的选型实在话》.
炉语者胡申岳 | 专注天然气熔铝炉原理与节能实践
听懂炉子呼吸,换算吨铝利润