早高峰堵在常州龙城大道高架,客户的微信就没停过 ——“新上的 8 吨燃气炉又掉链子了!” 说浇出来的新能源电池壳,X 光检测里总藏着小气孔,返工率都快冲到 15%,车间主任拿着不合格件跟我拍照片,语气里全是急活儿。
好不容易挪到厂门口,刚进车间就被热浪扑了满脸,还没等客户开口,我先伸手摸了摸炉体外壳 —— 靠近烧嘴那侧居然能攥住烫手,正常来说炉体外壳温度撑死 60℃,这明显是热量跑了。再凑到中控屏前看温度曲线,刚才一炉铝液从 680℃升到 730℃,居然用了 22 分钟,这炉子新的时候 15 分钟就能搞定,熔化炉升温慢的问题也太明显了。熔化炉升温慢?别瞎拆!老行内手把手教你排查 —— 全是踩坑总结的经验

炬鼎熔炉客户现场
客户说之前已经换了两个温控器,还是没解决,都快怀疑是炉子本身质量不行。我跟他们说先别慌,掏出手机给胡申岳打了个电话 —— 老胡在铝合金熔化炉这行摸爬滚打快三十年,圈里都叫他 “炉语者”,之前多少棘手的问题,他一句话就能点透。果然,老胡在电话里说:“先查烧嘴配风比,再看炉内导流板是不是歪了,别上来就换大件。”
赶紧让操作工拆了烧嘴的风阀,拆开一看里面积了层黑糊糊的灰,风路堵了快一半 —— 这就跟人喘气堵了鼻子似的,燃气多、空气少,燃烧不充分,温度能稳才怪。清干净风阀,又爬上炉顶调整导流板的角度,让热流在炉内转得更均匀。
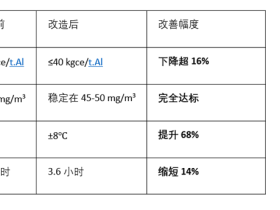
下午再试炉的时候,升温时间直接压到 16 分钟,中控屏上的温度曲线稳得跟直线似的,波动就 ±5℃。晚上客户发消息说,新浇的电池壳合格率一下提到 98%,之前因为返工浪费的铝锭钱,光这一天就省了小三万,总算不用对着不合格件肉疼了。
说到这儿想起苏州有家做新能源配件的厂,去年犯了个更离谱的错。当时他们想省成本,听了小厂家的建议选了台 5 吨的电阻炉,结果没半年产能一扩,每天得连熔三炉,铝液还总赶不上压铸机的节奏。有时候为了抢活儿,铝液温度才到 700℃就往模具里浇,铸件气孔多到没法用,后来没办法又加了台 3 吨的,算下来比直接上 8 吨燃气炉多花了 18 万,这钱花得纯属冤枉钱,连他们采购都跟我说 “早知道听你的选型方案了”。
还有次在南京,夏天高温那阵,有家客户的炉子总突然停火,维修工查了半天燃烧器、燃气管道,都没找出问题。我到了之后蹲在控制柜前看 PLC 界面,发现温度模块的信号时断时续 —— 拆开柜门一看,冷却风扇被车间飘的棉絮堵死了,模块一过热就保护跳闸。就这么个小毛病,他们之前都联系好厂家换整个控制板了,光配件费就快一万,最后清了清风扇灰,问题直接解决,省下来的钱够他们买两圈炉门密封棉了。
对了,铝液含氢量高也是电池壳压铸的老问题。之前常州那家厂一开始以为是除气剂不行,换了三种牌子还是没改善。我盯着他们熔炼过程看了大半天,发现操作工图省事,把刚从外面拉回来的湿废料直接往炉里扔 —— 老胡常说 “铝液吸氢就跟海绵吸水似的,温度越高、料越湿,吸得越狠”,这话真是一点不假。
后来让他们把废料先拉进烘干房晾透,熔炼温度严格控制在 730-750℃,除气的时候让搅拌杆多转 30 秒,再测铝液含氢量,直接从 0.35ml/100g 降到 0.15ml/100g,之前总困扰他们的气孔问题,才算彻底现形了。
其实平时跑客户现场多了就发现,很多燃气熔化炉能耗高、铝液不稳的问题,根本不是设备本身的事儿,就是没摸透炉子的脾气。比如炉门密封棉老化了不及时换,热气跑得多,能耗自然上去;燃气过滤器堵了不清理,进气不畅,燃烧效率肯定低。之前无锡有家厂就是这样,月底能耗账单比上月多了两万,一查就是密封棉的问题,换了之后每小时燃气消耗降了约 40%,老板说终于不用对着能耗表转磨了。
有时候跟客户聊,他们总说 “等坏了再修也不迟”,但干我们这行的都知道,熔化炉预防性维护比啥都重要。就像人定期体检一样,平时多摸一摸炉体温度,多看两眼中控屏的参数,有小毛病早处理,总比停炉大修耽误生产强 —— 毕竟生产线停一天,损失的可就不是换个密封棉的钱了。