这些年我跑遍大江南北,发现大家在选熔化炉时,最容易在两个极端之间摇摆:要么是“一步到位”的过度投资,要么是“先凑合用”导致的设备不足。这两种思路,最后都让老板们多花了冤枉钱。
误区一:盲目“一步到位”,买的不是炉子是心安
很多老板手里有点预算,就想着“干脆买个大的,省得以后麻烦”。这个想法听起来很美,但现实很骨感。
我见过最典型的例子,是山东一个做汽车轮毂的厂。老板怕以后产能跟不上,硬是上了台10吨的炉子。结果呢?
- 能耗高得肉疼:炉子像头吃不饱的巨兽。每天只生产五六吨,但炉子照样要烧到工作温度,空载损耗占了总能耗的近三成。光是燃气费,每个月就比用合适吨位的炉子多烧掉四五万。
- 铝液质量受影响:炉子太大,铝水在里面停留时间过长,烧损率明显上升。好好的铝锭,愣是多烧掉了一两个点,这都是纯利润。
- 初始投资浪费:大炉子价格高,配套的变压器、环保设备、厂房承重要求都上去了,多投入的那几十万,不知道要省多少年燃气费才能回本。
这就好比家里就三口人,你非要买个宴席用的大炒锅,不仅费火,炒菜还不好吃。
误区二:预算有限就“凑合”,结果天天补窟窿
另一个极端,就是为了省前期投入,选了个刚好卡着最低产能线的炉子,或者买了台配置“丐版”的设备。
浙江一个做小五金的朋友就吃过这亏。他算了算每天最多用3吨铝水,就买了台标称熔化率400公斤/小时的炉子。理论上8小时能干完的活,结果:
- 实际生产时总有停机、换模,设备时间利用率根本达不到100%。
- 炉子从冷炉升到温就要一个多小时,这段时间不产出。
- 遇到料杂一点,实际熔化率根本达不到400公斤。
最后每天都要加班两三个小时才能完成任务,光是电费和人工费,一年就多花了小十万,更别提耽误交期被客户罚款。
这就像明明每天要跑两百公里送货,你非买个续航一百五的车,每天光忙着找充电桩了。
怎么避开这两个坑?我的三点实在建议:
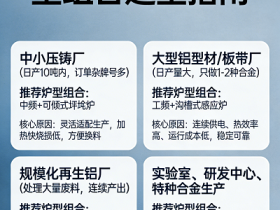
- 算准“饭量”再买“碗”:老老实实按我上一篇《如何根据产能需求选择熔化炉》里的公式,算出你真实的所需熔化能力。在这个基础上,向上浮动15%-20%作为选型依据,既留有余地,又不至于浪费。
- 别省“不该省”的钱:比如炉门的密封结构、PLC控制系统的级别、保温材料的厚度。这些地方省下的几万块钱,在未来三五年的能耗和维护成本面前,根本不值一提。这方面的教训,我在《选1吨铝合金坩埚炉的坑我踩遍了!》里写得很具体。
- 想清楚“明天”的事:如果你确定一年内产能会翻番,那可以考虑适度超前。但如果只是“可能”、“也许”,那我劝你还是先解决今天的问题。毕竟炉子技术也在进步,明年可能有更节能、更智能的型号出来。
说到底,选型是个技术活,更是个经济账。最合适的炉子,是能让你在未来三五年内,总体拥有成本(设备价+能耗+维护+停产损失)最低的那一台。想看看其他老板是怎么算这笔账的,欢迎来我主页 炉语者胡申岳逛逛,里面都是实打实的案例。
本文核心关键词: 选型误区、过度投资、设备不足、空载损耗、烧损率、熔化率、设备时间利用率、实际熔化率、所需熔化能力、PLC控制系统。