压铸车间的“心脏”就是熔炼区,坩埚炉选型与布局直接决定了生产效率、安全水平和成本控制。结合二十年现场经验,我将这个问题拆解为 “先选对” 和 “再摆好” 两部分,并提供一个可直接落地的行动框架。
核心总则:选型与布局必须联动思考
不能先闭眼买炉子,再硬塞进车间。 必须同步规划:根据车间的产品规划、产能目标、厂房条件,来倒推炉型;再根据炉型尺寸和工艺流,来设计布局。
第一部分:坩埚炉选型 —— 匹配压铸机的“胃口”与生产节拍
压铸车间用坩埚炉,核心目的是为压铸机持续、稳定地提供合格铝液。选型必须回答三个问题:
- 炉型选择:燃气炉 vs 电阻炉 vs 中频感应炉?
燃气坩埚炉:
优点:熔化速度快,适合频繁更换合金牌号或使用回炉料;运行成本(燃气)通常低于用电;热量来自辐射,对炉料形状不敏感。
缺点:需要燃气管道,有明火,车间环境温度高,烟气需处理。
适用:大多数以ADC12、A380等常用合金为主,回炉料比例高,且燃气供应方便的中小型压铸车间。
中频感应炉(电炉):
优点:车间环境干净、安静、温升小;控温精准,合金成分稳定;启动快,易于自动化;热效率高。
缺点:设备购置成本高;对炉料尺寸和导电性有要求(大块料、轻薄屑料需注意);完全依赖电力,变压器容量要足。
适用:生产A356等高端合金,产品品质要求高,或环保、车间环境要求严格的现代化车间。
电阻加热坩埚炉:
优点:结构简单,控温尚可,无明火。
缺点:加热慢、能效较低、发热体易损坏。
适用:多用于保温、微量补充,或作为集中熔炼后的机边保温炉,一般不作为主熔化设备。
- 容量与功率匹配:别让压铸机“等米下锅”
这是选型的数学核心。公式是:坩埚有效容量 ≥ 压铸机单次需求量的23倍。
计算示例:一台500T压铸机,生产一个产品需要8kg铝液(含浇排系统),你计划一模出2件,则单次需求为16kg。
最小应选择 3550kg 容量的坩埚炉。
为什么? 你需要留出足够的铝液深度以利于除渣静置,同时避免因频繁加料导致温度剧烈波动。对于大中型压铸机(800T以上),通常配套 300kg、500kg甚至更大的集中熔化炉,再通过转运包或流槽供应给多台压铸机。
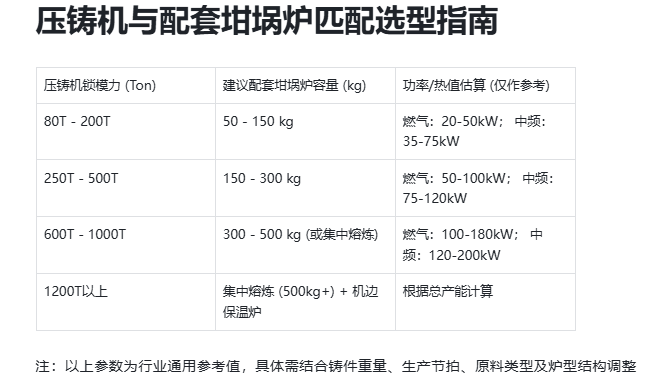
一个快速参考对照表(经验值):
- 关键配置要求(钱要花在刀刃上)
倾转方式:液压倾转是必选项,平稳、可控、安全,远超手动或蜗轮蜗杆式。
控制系统:必须具有精确的数字温度显示与控制(±5℃),超温报警功能。
安全系统:燃气炉必须有熄火自动切断、泄漏报警;电炉必须有漏电、过流、缺水保护。
保温性能:用手背感知炉壳温度(安全距离),高温运行时外壳不应烫手(≤60℃为宜),这是检验保温层好坏的最土但最有效的方法。
第二部分:设备布局 —— 规划物流、能流与安全
布局的目标是:物流最短、操作最顺、安全冗余最大、环境干扰最小。
- 功能分区原则
一个规范的压铸熔炼区应清晰分为:
原料暂存/预处理区:靠近炉子,但保持安全距离。设防潮垫板,分类存放新铝锭、回炉料。
熔炼操作区:炉子本体所在。地面必须是耐热、防滑、抗金属液侵蚀的地坪(如环氧树脂或金属骨料耐磨地坪)。
铝液转运/分配区:位于熔炼炉和压铸机之间,通道必须宽敞、平整、无障碍。
辅助区:放置除渣剂、精炼剂、工具预热柜、应急沙箱等。
烟气处理区:燃气炉的排烟管道和净化装置(如除尘器)的安装位置,需提前规划风管走向,避免影响天车和人员通行。
- 安全间距与物流通道(生命线)
炉子与墙壁/障碍物:至少保持 1.2米 的检修、操作空间。
多台炉子之间:净间距不小于 1.5米,防止相互热辐射,并便于应急处理。
炉子与压铸机:根据转运方式确定。如果用手推式浇注车,路线应笔直、平坦,宽度大于浇注车宽度1米以上。如果用定量炉或自动供汤系统,则需精确预留安装和维修空间。
主通道:净宽度不小于2.5米,确保叉车、浇注车和人员安全通行。
安全警示:用黄色地坪漆标出熔炼区、转运通道。炉前设置挡铝液槛(约10cm高)。
- 能源与环保布局要点
燃气/管路:管道从天花板或墙边敷设,避免地面穿行。在炉子附近设手动快速切断阀。燃气报警器安装在泄漏源上方。
电力:中频电炉的变压器和电容器柜最好独立隔离,远离高温和潮湿区域。电缆桥架避免从炉顶上直接穿过。
通风与除尘:熔炼区上方必须设屋顶排烟天窗或强力抽风罩。燃气炉的排烟管不得朝向车间内部或人行道。除尘器安排在车间外或靠墙角落,便于清灰又不影响美观。
- 两种典型布局模式
模式一:集中熔炼 + 转运分配
布局:12台较大容量(如500kg)坩埚炉集中布置在车间的一端或中部专用区域,通过浇注车或轨道转运包向多台压铸机供液。
优点:管理集中,烟气处理集中,利于专业化操作和精炼质量控制。
缺点:物流距离长,存在铝液温降风险,需要更精细的调度。
模式二:机边熔炼(一机一炉或两机一炉)
布局:每台或每两台压铸机旁,配置一台专用坩埚炉。
优点:供液路径极短,响应快,温控准,责任明确。
缺点:设备投资增加,车间热源分散,环境管理点多,占用车间生产面积多。
炉语者胡申岳的终极建议
先画图,后施工:用CAD或哪怕手绘,按比例把车间、压铸机、柱子、门、通道画出来,像玩拼图一样摆弄炉子的位置,模拟物流路线。
预留未来:考虑未来可能增加设备,在电源、气源、空间上留出 20%的余量。
人是核心:布局必须考虑操作工的操作习惯和逃生路线。工具、辅料放在顺手的位置,避免弯腰、远距离取物。
实地考察:在最终决定前,去一两家和你规模、产品类似的成熟工厂看看,他们的布局是多年实践优化的结果,比任何方案都更有参考价值。
记住,一个好的压铸车间布局,是让铝液流、物料流、人员流都顺畅无阻,同时将热、烟、风险牢牢控制住。这笔前期规划的时间投入,会在未来数年的安全生产和高效运营中获得十倍百倍的回报。