南京梅雨季刚过,空气还潮乎乎的,上礼拜三半夜11点,手机突然响了——是雨花台做汽车配件的客户老郑,声音急得发颤:“胡工!炉子突然停了!一炉铝液还在里面,要是凝固了,炉衬就得裂,这损失我扛不住啊!”
我披件衣服就往厂里赶,高架上没几辆车,心里却盘算着:半夜停产最忌讳慌,一慌就容易漏步骤。到了车间,果然看见操作工围着炉子乱转,有的想直接重启,有的要往炉里加冷料——幸好拦得快,不然真要出大问题。其实熔化炉中途停产不可怕,关键是按步骤来,不少厂就是因为瞎操作,小问题变成大损失。

早年在苏州,我也栽过“慌不择路”的坑
大概十年前,苏州张家港有家小厂,也是半夜炉子停了,当时我经验没现在足,让操作工直接断了燃气就去查电路,结果忘了炉里还有半炉铝液。等修好电路再升温,铝液已经在炉底凝固成块,硬邦邦的,最后只能雇人敲碎,炉衬也被撬裂了。
换炉衬花了8600多,停工两天又损失12000,加起来快2万——这钱纯属冤枉钱!要是当时先做好保温,再慢慢处理,根本不会这样。那回之后,我就把停产应急的步骤记在笔记本第一页,每次去客户那,都要跟操作工念叨几遍:停炉先保“液”,再查“因”,最后稳“启”。
第一步:先保铝液不凝固,炉衬别冻裂
老郑的炉我先绕着看了一圈,手摸炉门边缘,还有点温度——还好,没凉透。我让操作工先把燃气总阀关了,但别断炉体的保温电源,再把炉门关严,只留个小缝透气。
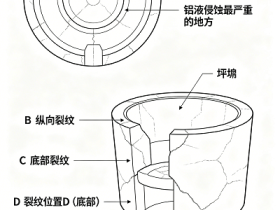
“千万别让炉温掉太快!”我跟老郑说,铝液凝固点大概660℃,要是炉温降到这个数以下,就会结块,硬拉硬撬肯定伤炉衬。当时我让他们把燃烧器的小火打开,保持炉温在700℃左右,就跟“焖粥”似的,别让铝液凉下来。
有次在无锡客户那,他们停炉后直接断了所有电,炉温半小时掉了150℃,最后铝液凝固,花了3000多雇人清理,还耽误了一天工期——你看,保温这步省不得。
第二步:查原因,别瞎拆!先分“气、电、控”三类
保温做好了,再慢慢查停产原因。我先去看燃气压力表,指针归零——不是燃气公司的问题,就是过滤器堵了。拆下来一看,果然,梅雨季潮,燃气里的杂质结块,把过滤器堵得只剩个小缝。
其实查原因有个简单法子:先看“气”——燃气总阀开没开?过滤器堵没堵?压力够不够(正常得0.12MPa左右);再看“电”——总闸跳没跳?加热管有没有烧断?最后看“控”——PLC报没报警?是不是哪个点位没信号。
老郑的操作工一开始以为是PLC坏了,要拆模块,我拦着说先查外围,结果就是个燃气过滤器的事,换个新的才50多块,前后半小时就搞定。要是真拆了PLC,不仅白花钱,还得等厂家来修,最少耽误半天。
还有回在南京江宁,客户停炉是因为急停按钮被撞了,操作工没注意,愣是查了两小时电路,最后我蹲下来一看,按钮陷进去了,按一下弹出来,炉子就好了——你说这折腾的,先看表面小问题,再查复杂的,能省不少时间。
第三步:重启别着急,慢升温是关键
原因找到了,换好过滤器,就该重启了。老郑的操作工想直接开大火升温,我赶紧拦住:“跟开车一样,得先‘预热’!”
我让他们先开小火,把炉温从700℃慢慢升到730℃,保持20分钟,再把火调大到正常熔炼的火力。要是突然开大火,炉衬冷热不均,容易裂——就像冬天往冷杯子里倒开水,杯子容易炸一个道理。
有次在常州客户那,他们修好后直接开大火,炉温10分钟涨了200℃,结果炉衬当场裂了个缝,虽然没漏铝液,但也得停炉补,花了2000多维修费——重启这步,慢就是快。
干这行20年,我总结的应急“三字诀”
其实熔化炉中途停产,记住“保、查、启”三个字就行:
“保”——先保铝液温度,别让它凝固,炉衬别冻裂,保温电源别乱断;
“查”——查原因按“气、电、控”来,别瞎拆瞎换,先看简单的,再查复杂的;
“启”——重启慢升温,别猛开大火,给炉衬和铝液一个适应的过程。
老郑的炉按这三步来,前后一小时就恢复生产了,一炉铝液没浪费,炉衬也没事。后来他跟我说,现在车间墙上贴了我写的应急步骤,操作工都能背下来了。
我常跟客户说:“停产就像人生病,别慌着吃药,先量量体温,找找病因,再对症下药。炉子也是一样,你对它细心点,它就少给你找麻烦,少让你花冤枉钱。”