昨天下午,台州一个压铸厂的维修班长打电话来,语气里带着懊恼:“胡工,我们那台炉子又趴窝了,这次是炉门提升缸漏油,换了密封圈,折腾了四个小时。你说这玩意儿能不能提前发现?”
我问他:“最近炉门开关的时候,有没有听到‘滋滋’的声音?或者感觉上升速度比以前慢?”
他愣了一下:“好像……是有那么点慢,但没太在意。”
我叹了口气。设备就像人,生病前总会给信号——咳嗽、乏力、没精神。但很多维修工忙着救火,顾不上听这些信号。结果小病拖成大病,小修变成大修。
干这行二十年,我总结了一句话:炉子不会说话,但会“递话”。听懂它递过来的话,就能把问题掐死在萌芽里。今儿就跟大伙聊聊,那些容易被忽视的设备信号。
信号一:炉门密封棉“发白”
炉门密封棉,这玩意儿看着不起眼,但它的状态能告诉你很多事。
正常状态:密封棉是灰色的,摸上去有弹性,关门时能明显感觉到被压紧。
异常信号:密封棉局部发白、发硬,甚至发脆,一碰就掉渣。
这说明什么?炉门漏气了。高温烟气从密封不严的地方窜出来,把密封棉烤坏了。如果不处理,漏气越来越严重,炉膛负压保不住,热量往外跑,能耗飙升,炉门口附近还会结渣。
去年常州有个厂,操作工发现炉门边上有白灰,以为是灰尘没在意。结果一个月后,炉门口结了厚厚一层渣,清渣花了两个班,还发现炉门框变形了——高温烤的。后来换炉门框加密封棉,花了八千多。要是早点发现密封棉发白,换个密封棉才几百块。
怎么听信号:每次开关炉门,看一眼密封棉颜色和弹性。发白了就换,别等。
信号二:烧嘴火焰“发红”
天然气烧嘴正常燃烧,火焰应该是蓝色的,根部稍黄,有力、稳定。
异常信号:火焰变红、变长,或者根部发黑。
这说明空气不足,燃烧不充分。要么是风门调小了,要么是烧嘴堵塞,要么是燃气压力不对。燃烧不充分,第一个后果是能耗高——同样的气,烧不出同样的热。第二个后果是积碳,碳黑会堵烧嘴、污染炉膛。
2019年无锡有个厂,烧嘴火焰发红好几天,操作工没当回事,觉得能烧就行。结果烧嘴堵了,点不着火,换烧嘴花了三千多。更惨的是,炉膛内壁结了厚厚一层碳黑,清炉又花了两个班,停产损失比换烧嘴还大。
怎么听信号:每天开炉时看一眼火焰颜色。发红了,先调风门;调不好,拆烧嘴清理。
信号三:风机声音“发闷”
风机运行,正常声音是平稳的嗡嗡声。
异常信号:声音变闷,或者有周期性异响,或者振动变大。
这说明风机出问题了——可能是叶轮积灰、可能是轴承磨损、可能是皮带打滑。不管是哪种,都意味着风量在下降。风量下降,炉膛负压保不住,烟气排不出去,车间里呛人,炉子效率还低。
去年西南铝业那个项目,改造前风机声音闷得厉害,一测风量,比设计值少了30%。后来拆开一看,叶轮上积了厚厚一层灰,清理完再装回去,声音立马清爽了。这事儿我写过一篇[西南铝业35T圆形揭盖炉改造记:能耗降27方,NOx减排超7成的实战案例],里头有详细数据。
怎么听信号:每天巡检时,在风机旁边站一分钟,听声音、感觉振动。声音变闷了,先查皮带松紧;皮带正常,拆开清灰。
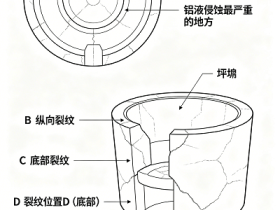
信号四:炉壁颜色“发红”
正常运行时,炉壁外表面应该是铁灰色或者漆本色。
异常信号:局部发红,甚至能看到暗红色。
这说明什么?炉衬变薄了,或者开裂了。热量直接透过炉衬传出来,把外壳烤红了。这是最危险的信号之一——如果不处理,下一步就是穿炉,700多度铝液流出来,那可不是闹着玩的。
2018年宁波有个厂,操作工发现炉壁有一块颜色发红,以为是炉子本来就这样。结果三天后,那块地方直接渗铝,铝液流出来烧坏了电缆,停产一周,损失一百多万。
怎么听信号:每天用红外测温枪扫一遍炉壁。如果局部温度明显偏高(比如比其他地方高50℃以上),马上停炉检查炉衬。
信号五:铝液表面“起皮”
出铝时,铝液表面应该是光亮、平整的,表面氧化皮薄薄一层,容易扒掉。
异常信号:铝液表面起皮严重,氧化皮厚得像千层饼,扒一层还有一层。
这说明铝液氧化严重。要么是熔炼温度太高,要么是炉膛气氛不对(氧化性太强),要么是精炼没做好。氧化严重的结果,一是烧损高,钱烧没了;二是夹渣多,铸件质量差。
前年南通雄邦那个项目,我去培训时发现他们铝液表面氧化皮特别多。一查,是燃烧器空燃比调乱了,氧化焰太长。调回来后,氧化皮明显减少,烧损从3%以上降到1.8%。
怎么听信号:每次扒渣时看一眼,氧化皮多不多、厚不厚。多了,查温度和空燃比。
信号六:炉压“波动”
现在的炉子都带炉压表,显示炉膛内压力。
正常信号:炉压稳定在微负压(-10到-30帕),炉门开时稍微波动,关时恢复。
异常信号:炉压频繁波动,或者正压(数值大于0),或者负压太大(低于-50帕)。
这说明排烟系统有问题。正压,烟气往车间里跑,呛人;负压太大,冷风往里吸,能耗高,氧化加剧。波动频繁,可能是烟道堵了,可能是风机不稳。
怎么听信号:每天看几次炉压表。波动大了,先查烟道清灰口,再查风机。
信号七:PLC报警“频繁”
现在炉子都带PLC,偶尔报警正常。
异常信号:同一个报警频繁出现,比如“点火失败”、“温度超限”。
这说明设备在告诉你:我这儿不舒服。点火失败频繁,可能是点火针脏了、可能是燃气压力波动、可能是火焰探测器位置偏了。温度超限频繁,可能是热电偶漂移、可能是PID参数不对。
2021年有个客户,PLC天天报“点火失败”,他们每次就按复位,按完又能点着。结果三个月后,点火变压器烧了,换一个三千多。要是早点查点火针,清理一下,根本不用花这钱。这事儿我写过一篇[熔化炉PLC老报警?别瞎换零件!我帮客户省过3000多维修费],里头讲得挺细。
怎么听信号:报警频次高了,别光复位,查原因。
信号八:精炼时“气泡大”
转子精炼时,正常情况应该是细小均匀的气泡,铝液表面像牛奶一样翻腾。
异常信号:气泡大而稀疏,翻腾不匀,甚至能看到大气泡破裂。
这说明转子有问题——可能是转子转速不够,可能是转子孔堵了,可能是气体流量太大或太小。气泡大,意味着气体和铝液接触面积小,除气效果差。
台州有个厂,精炼效果一直不好,密度检测总在2.6以下。我让他们看气泡,发现气泡大得像乒乓球。拆开转子一看,四个出气孔堵了三个。清理完再试,气泡立马变细,密度干到2.65以上。
怎么听信号:每次精炼时,看一眼铝液表面气泡。气泡大了,拆转子清孔。
最后说几句实在话
干这行二十年,我越来越觉得:设备维修,七分靠“听”,三分靠“拆”。
那些最贵的故障,往往不是突然发生的,而是慢慢积累的。炉门密封棉发白,你不换,最后炉门框变形;风机声音发闷,你不查,最后叶轮报废;炉壁发红,你不理,最后穿炉停产。
炉子不会说话,但会递话。你得学会听。
我有个习惯,每次去客户现场,先在车间里站十分钟,不看仪表、不问问题,就听——听风机声音、听烧嘴声音、听炉门开关声音。十分钟下来,心里大概有数。
有个老师傅教过我一句话:“炉子跟你熟了,就会跟你说话。”
这些年,我听懂了它说的不少话。有些话是“我渴了”(冷却水不够),有些话是“我饿了”(燃气压力低),有些话是“我累了”(该保养了)。
听不懂的时候,就出事了。
台州那个维修班长,后来按我说的,每天巡检时多听多看。前两天给我发微信:“胡工,今天发现风机声音有点闷,赶紧清灰,果然积了不少。要不是及时发现,估计下个月就得换叶轮。”
我回他:“这就对了。听懂了,省钱;听不懂,花钱。”
更多设备故障信号和维修经验,欢迎关注我的博客:炉语者胡申岳 | 20年铝合金熔炼专家