液压倾倒式铝合金熔化炉凭着倾倒稳定、操作简便、投料出料效率高这些优点,在铝合金熔炼生产过程得重点推广。
它的核心工作原理就是靠液压系统带动倾倒机构,让炉体转起来。不过这设备长期在高温、高压、多粉尘的环境下干活,难免会出各种毛病。我结合多年经验,从故障现象、原因和解决办法这三方面给大伙儿分析分析,给设备维护和故障排查提供点参考。

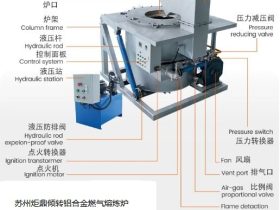
液压双油缸倾倒式铝合金熔化炉
一、液压系统故障:倾倒动力的核心问题
液压系统就是炉体倾倒的“动力源”,这儿出毛病直接导致倾倒动作不正常。常见的问题有液压油泄漏、倾倒速度不稳、压根儿倒不动这几种。
- 液压油泄漏
故障现象:管路接头或者油缸密封的地方渗油,油箱液位掉得快,液压系统压力忽高忽低。
常见原因:密封件(像O型圈、油封这些)被高温烤老化了或者磨坏了;管路接头松了,要么就是螺纹坏了;油缸缸筒内壁划花了,导致密封不管用。
解决办法:先停机泄压,然后把老化或坏了的密封件换掉,得选耐高温的,最好能扛120℃以上的氟橡胶材质;松了的接头拧紧,螺纹坏了就换接头或管路;检查油缸缸筒,轻微划伤的话珩磨修复下,严重的话就得换油缸了。
- 炉体倾倒速度不稳
故障现象:倾倒的时候速度一会儿快一会儿慢,要么启动或停止的时候“顿一下”。
常见原因:液压油黏度不对劲,要么是油温太高,要么是油脏了;流量控制阀(比如节流阀、调速阀)卡着了,或者调得不合适;液压泵供油压力不稳。
解决办法:测测液压油黏度,要是超出规定范围(一般40℃的时候黏度得在20-40mm²/s),就换成合格的抗磨液压油;把流量控制阀的阀芯拆开洗洗,去掉杂质,重新把阀门开度调到合适位置;检查液压泵,里面零件磨坏了就换配件,不行就整个泵换掉,保证供油压力稳定在系统额定值(通常是8-12MPa)。
- 炉体倒不动
故障现象:按了倾倒按钮,炉体没反应,要么液压泵转着但压力一点儿没反应。
常见原因:液压泵电机出问题了,比如过载跳闸、接线松了;溢流阀卡着了,压力建不起来;液压管路堵了或者断了;倾倒控制回路的电磁阀坏了。
解决办法:检查电机电源和接线,过载保护器复位下,电机烧了就换掉;把溢流阀拆开洗干净,把阀芯上的杂质清掉,重新调压力设定值;排查管路,堵了就通,断了就换;测测电磁阀线圈通不通,线圈坏了就换电磁阀,阀芯卡了就洗洗。

常见的液压双油缸液压站
二、倾倒机构卡滞:机械传动的不畅问题
倾倒机构是由回转支承、销轴、连杆这些零件组成的,负责传递液压动力让炉体转起来。一旦卡滞,要么倾倒费劲,要么直接卡死动不了。
故障现象:倾倒时“咯噔咯噔”卡,还伴有异响,严重的话根本转不动。
常见原因:回转支承没打够润滑油,滚珠或滚道磨坏了、生锈了;销轴和轴套配合间隙太小,要么高温膨胀了,要么进了杂质,就卡上了;连杆变形了,或者连接螺栓松了。
解决办法:定期给回转支承加高温润滑脂,一般每50小时加一次,磨得太狠了就换掉;把销轴和轴套拆开,清掉杂质,抹上耐高温润滑剂,配合面磨坏超标的话就换配件;变形的连杆校直,松了的螺栓拧紧,有必要的话换成高强度螺栓,再加点防松措施,比如装个弹簧垫圈。
三、炉体密封失效:热量流失和安全隐患
炉体和炉盖、倾倒轴之间的密封结构要是坏了,不仅热量跑出去、能耗增加,还可能进粉尘,甚至铝液溅出来,挺危险的。
故障现象:炉口边上能看到明火或热气往外冒,炉温升得慢,能耗上去了,密封件那儿堆了不少铝渣。
常见原因:密封胶条被高温烤老化、烧坏了;炉体变形了,导致密封面对不上;密封压条松了或者掉了。
解决办法:换成耐高温的密封条,推荐用陶瓷纤维编织条或者硅橡胶复合密封件;检查炉体变形情况,轻微变形的话调调密封压条补偿下,变形严重就得校正或修复炉体;把密封压条重新拧紧,保证和密封件贴紧,不行就加大压紧力。
四、温度控制异常:影响熔炼质量的关键
虽说温度控制系统不是倾倒结构直接相关的部件,但倾倒动作经常会碰到温度传感器或加热元件,结果就导致温度出问题。
故障现象:炉温显示不准,升温慢,要么就超温报警,铝液质量也跟着下降,比如成分不均匀、氧化得厉害。
常见原因:温度传感器(比如热电偶)被倾倒时的震动晃移位了,或者被铝液腐蚀了;加热元件(比如感应线圈、电阻丝)局部短路了或者老化了;温控仪表参数设错了,要么仪表本身坏了。
解决办法:把温度传感器重新固定好,插入深度得够,一般是炉衬厚度的1/3到1/2,腐蚀坏了就换掉;检查加热元件的电阻值,短路或老化的就换掉;校准温控仪表,重新设控制参数(比如PID参数),仪表坏了就换个新的。
五、炉衬侵蚀损坏:缩短设备寿命的大问题
液压倾倒的时候,炉体倾斜角度一直在变,铝液对炉衬的冲刷力就大了,很容易导致炉衬局部被冲坏、剥落,既影响设备寿命,又有安全隐患。
故障现象:炉衬表面出现坑、裂纹,铝液渗进去导致炉壳局部发烫,严重的话就漏铝了。
常见原因:炉衬材料抗铝液冲刷的能力不行;倾倒角度太大或者速度太快,冲刷得更厉害;炉衬砌筑质量差,本身就有缝隙。
解决办法:选专门抗铝液侵蚀的炉衬材料,比如高铝质耐火浇注料或者刚玉砖;倾倒角度得控制好,一般别超过45°,速度也不能快,避免急停急转;定期检查炉衬,局部冲坏了就用耐火泥补,坏得严重了就整个重新砌。
重点提醒:排查故障前,必须保证设备停机断电,液压系统彻底泄压,炉体冷却到安全温度(≤50℃),千万别因为高温高压出安全事故。日常得搞个定期维护制度,比如每天检查液压油液位,每周洗液压滤芯,每月给倾倒机构打油这些,从根儿上减少故障。
最后归纳以上液压倾倒式铝合金熔化炉:常见故障及解决办法重点的一段话,希望给你的企业设备维修人员带来必要的启发:
液压倾倒式铝合金熔化炉的毛病大多集中在液压系统和机械传动部分。排查的时候得结合设备的工况特点,按着“现象-原因-解决办法”的思路来。只要掌握了这些常见故障的处理方法,再加强日常维护,设备运行肯定更稳,寿命也能延长,铝合金熔炼生产就能连续高效地搞下去。