前天晚上,台州一个压铸厂的老朋友打电话来,声音里带着疲惫:“胡工,我那台炉子又出毛病了,点火枪堵了,这已经是今年第四次。维修工说换一套要两千多,老板嫌贵,让我想办法修修。你说这玩意儿是修还是换?”
这问题太常见了。干这行二十年,几乎每天都有客户问:这毛病值得修吗?还是干脆换新的?
今儿就聊聊这个话题,把常见的熔化炉故障掰开揉碎了讲,该修还是该换,咱一笔一笔算账。全是现场摸爬滚打攒下来的经验,不说虚的。
燃烧系统:点火枪和烧嘴
先说说老朋友问的点火枪。
故障表现:点不着火、火焰不稳、点火延迟。
前段时间中铝青海分公司有个案例,他们那熔炼炉的天然气烧嘴点火枪,直喷式的喷头容易堵,旋风式的寿命短。传统点火枪平均两个月就得换一次,频繁拆卸导致设备损耗加剧,熔炼效率下降10%到15%,年维修成本超过20万元。
修还是换?
如果只是喷头堵了,可以拆下来清理,用细铁丝通一通,再压缩空气吹干净。这活儿熟练工半小时搞定,成本为零。
但如果枪体变形、电极烧损严重,那修的意义就不大了。中铝那个案例,他们后来做了改造——用旋风式点火枪主体搭配直喷式喷头,喷头和枪体用卡扣连接,损坏时只需换喷头模块,五分钟搞定,成本降低70%。
改造后,设备更换频率从每月4次降到每年1次,备件费用一年省了14.4万,吨铝天然气单耗降了3.4立方米,一年综合效益71.7万。
所以我的建议是:点火枪这种小件,能修则修,但如果是结构设计本身有问题,不如一次性改造到位。单台改造成本不到一万块,回报率能到6倍以上。
液压系统:炉门提升装置
东兴嘉宇新材料公司那台25吨燃气熔炼炉,炉门重9吨,用液压传动。结果频繁开启导致液压油温度过高,管道接口漏油不断——这问题要命,泄漏的油要是跟高温铝液接触,火灾风险极高。
修还是换?
他们算了一笔账:改造前,炉门提升装置运行周期只有6个月,油系统损坏率高达5%。180个作业周期里,故障天数30天。
后来攻关小组把液压系统换成电机减速机驱动,炉门传动部位加配重块,用较小的力就能驱动重型炉门。高温部位换用耐高温氟橡胶密封圈,彻底消除漏油隐患。
改造后效果:相同作业周期内,炉门提升装置损坏降为0天,损坏率0%。
这种改造,投入的是技术改造的费用,换来的是安全隐患彻底消除、故障率降为零。我见过太多厂因为漏油问题头疼,液压缸换了三四个还是漏,最后发现是设计结构的问题——结构不改,换再多件也是白花钱。
感应线圈:中频炉的“心脏”
宝钢德盛有个90吨合金熔化炉,感应线圈打火烧损。他们2025年3月发的招标公告,维修预算178.8万元(不含税),工期2个月。
感应线圈这东西,是中频炉的“心脏”。烧损了怎么办?
如果只是局部击穿、铜管没变形,可以局部修补——把损坏那一段切掉,换上新铜管焊接,重新绝缘处理。这活儿技术含量高,得找专业的做,费用大概几万到十几万不等。
但如果线圈变形严重、多处击穿,那基本就废了。维修费用可能接近新线圈的七八成,还不如直接换新的。
我前几年在宁波见过一个案例,一台500公斤中频炉,感应线圈局部击穿,老板图便宜找了个路边摊修,结果用了两个月又烧了,还把晶闸管也带坏了——省了小钱,赔了大钱。
所以我的建议是:感应线圈坏了,先评估损伤程度。如果损伤面积超过30%,直接换新;如果局部损伤,找有资质、有经验的厂家修,别图便宜找游击队。
炉衬:耐火材料
炉衬问题是熔化炉最常见的故障之一。
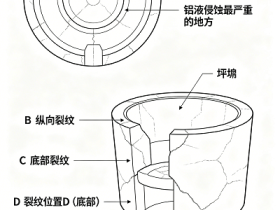
故障表现:炉壁开裂、掉渣、渗铝。
修还是换?
小面积裂缝,可以用耐火泥修补,挖补一下,烘干就能用。成本几百到几千块。
但如果是大面积侵蚀、炉衬厚度减薄超过一半、或者已经渗铝,那必须打掉重筑。重筑费用取决于炉子大小,几万到几十万不等。
有个关键判断点:如果炉衬已经渗铝,千万别犹豫,立刻停炉重筑。渗铝意味着铝液已经渗到炉衬深处,继续用下去,哪天突然穿炉,700多度铝水流一地,那损失就不是几万块钱的事了。
我2019年在苏州见过一次穿炉事故,就是因为炉衬渗铝没处理,结果半夜穿炉,铝水流出来烧坏了电缆、烧毁了周边设备,直接损失八十多万,停产半个月。那老板后来跟我说:“胡工,早知道你说重筑的时候我就该听你的。”
电机和电气系统
变频熔炉的电机,用的是电子换向电机(ECM)。这玩意儿是个密封的电子元件,如果坏了,几乎只能整体更换,维修成本可能超过一千美元,而且诊断需要更高水平的技术人员。
相比之下,传统单级熔炉用的永久分相电容电机(PSC),坏了通常几百块就能修好。
修还是换?
PSC电机:可以修。换电容、换轴承、重绕线圈,都不贵。
ECM电机:基本只能换。但换之前得确认是不是电机本身的问题。有时候是控制板故障,换块板子几百块,比换电机划算多了。
诊断方法:先用万用表量电机绕组,看通不通、有没有对地短路。如果绕组正常,再查控制板——看输入电压正不正常、有没有脉冲信号。这个排查顺序,能避免不少冤枉钱。
我之前写过一篇[熔化炉PLC老报警?别瞎换零件!我帮客户省过3000多维修费],里头就讲了怎么一步步排查电气故障,感兴趣的可以翻翻。
故障维修成本对比速查表
| 故障部位 | 常见问题 | 维修成本 | 更换成本 | 决策建议 |
|---|---|---|---|---|
| 点火枪 | 喷头堵塞、电极烧损 | 清理:0元;换喷头:几百元 | 整套:2000-5000元 | 能修则修,结构问题直接改造 |
| 液压系统 | 漏油、油温高 | 换密封圈:几百元 | 换油缸:几千到几万 | 反复漏油建议改机械传动 |
| 感应线圈 | 击穿、变形 | 局部修补:几万 | 换新:几十万到上百万 | 损伤超30%直接换新 |
| 炉衬 | 开裂、渗铝 | 挖补:几千 | 重筑:几万到几十万 | 渗铝必须重筑,别犹豫 |
| PSC电机 | 电容坏、轴承响 | 几百元 | 几千元 | 修 |
| ECM电机 | 烧坏 | 基本不能修 | 几千到上万 | 换,但先查控制板 |
几点实在建议
第一,算账要算全寿命周期成本。
别光看今天修花了多少钱,得看修完能用多久、会不会影响生产。比如点火枪,修一次花几百能用两个月,换新花两千能用一年,算下来换新反而划算。
第二,该花的钱别省。
炉衬渗铝了、感应线圈严重烧损了,这种钱不能省。省小钱可能酿大祸。我见过太多事故,都是“想省点钱”省出来的。
第三,维修记录要留好。
每次故障的原因、处理方式、花了多少钱,都记下来。时间长了,你就知道哪些问题反复出现,哪些设备该淘汰了。
第四,别迷信“原厂件”。
有些非标件,找专业厂家定制,质量不比原厂差,价格便宜一半。比如中铝那个点火枪改造,就是用原厂件的思路、自己做结构优化,效果比原厂还好。
第五,实在拿不准就找专家。
有些故障,看一眼就知道该修该换;有些得现场测了才能判断。如果你拿不准,拍照片、拍视频发给我,我帮你瞅一眼。
台州那个老朋友,最后我让他把点火枪拆下来拍照片发我。一看,就是喷头堵了,电极没坏。我让他用细铁丝通一通,再压缩空气吹干净,装回去一试,好了。
他在电话里笑:“胡工,又省了两千多。”
我说:“这钱你记着,下次请我喝酒。”
干这行二十年,最开心的就是帮客户省了冤枉钱,炉子还能好好干活。
更多熔化炉故障案例和维修经验,欢迎关注我的博客:炉语者胡申岳 | 20年铝合金熔炼专家