
上个月,我在内蒙一个规划年产三十万吨再生铝的园区里,和他们的技术总工老李站在一片空地上。风吹得人站不稳,他指着眼前说:“胡工,这一片,未来都是熔化车间。燃气炉,集中式,每天一千吨的产能打底。你说,这炉子该怎么选?”
我蹲下,抓了把地上的沙土。二十年来,从几百公斤的坩埚炉到几十吨的集中炉都摸过,但站在这种规模的蓝图前,感觉完全不同。大型铝厂的熔炼炉,不是一台设备,而是一座“热能化工厂”的核心反应器。 选型思路,和中小企业有本质区别:这里不谈“够用”,只论“最优”;不计较单点价格,而测算三十年周期的吨铝成本。
一、核心炉型选择:热工逻辑的终极比拼
大型铝厂的气体熔化炉,主流就两条技术路线:顶燃式(竖炉)和大型侧燃式熔炼炉。选择哪条,取决于你的“食材”和“菜谱”。
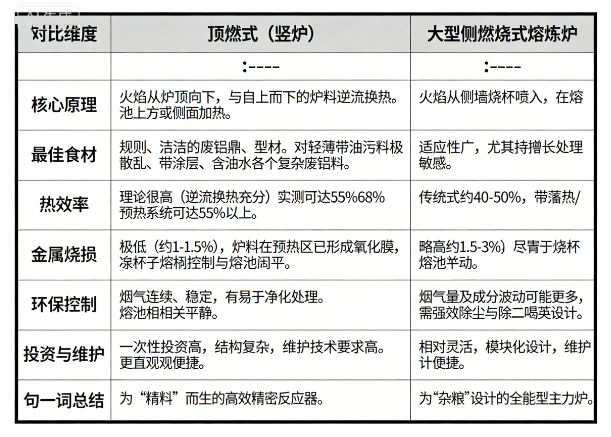
给老李的分析是:如果你们能稳定获取打包好的干净型材或重熔锭,追求极限能耗和低烧损,选顶燃竖炉。但如果原料来源复杂,是社会上收来的“百家料”,那配备超强预热段和蓄热燃烧的大型侧燃炉,才是更稳妥、抗风险的选择。他苦笑:“咱们这,怕是‘百家料’当家了。”
二、超越炉体:系统集成的三个命门
对于万吨级产能,炉子本体只是基础。真正的优劣,藏在系统里。
- 余热回收:能耗胜负手
大型炉的烟气带走的热量占总能耗的40%-60%。这部分热不回收,一切高效设计归零。必须配置多级余热回收系统:
一级:用蓄热式燃烧技术(RTO) 或换热器,将空气预热到500°C以上。
二级:用余热锅炉或热管换热器产生蒸汽或热水,用于厂区采暖或清洗工序。
三级:用于废铝料预干燥,尤其对于含水废料,能直接提升熔化效率。
我曾测算过一个案例,将烟气从300°C每降低50°C,吨铝燃气消耗可降低约2-3立方米。对于一个十万吨级铝厂,这就是每年数百万的成本差异。
- 自动化与智能化:稳定性的基石
上料系统:必须是全自动配料加料车或带称重与视觉识别的传送系统,将不同成分的废料按工艺配方送入,这是成分稳定的前提。
燃烧控制:需采用基于氧含量在线检测的全自动空燃比寻优控制。传统机械比例阀根本不能满足要求,必须根据烟气实时成分,动态调整,始终让燃烧处于“缺氧但不欠氧”的最佳状态,在节能与控氧化间找平衡。
数字孪生与预警:建立炉体的热力学数字模型,实时对比实际运行数据。当炉衬侵蚀导致热效率下降、或烧嘴结焦导致火焰异常时,系统能在温度明显变化前就发出预警。这已不是奢望,而是大型现代化铝厂的标配。
- 环保集成:从“成本中心”到“工艺部分”
环保设备不再是末端添加,而是熔炼工艺的有机组成。
二噁英防控:处理含油废料,烟气必须保证在850°C以上停留超过2秒,并急冷至200°C以下,从源头抑制二噁英生成。
粉尘超净排放:采用“旋风除尘+活性炭吸附+布袋除尘”的组合工艺,确保颗粒物排放稳定低于10mg/Nm³的严苛标准。
固废资源化:熔炼产生的盐渣和铝灰,必须配套冷灰处理或热回收系统,实现铝的二次回收和危废的减量化、资源化。这块做得好,不仅能抵消部分环保成本,甚至能产生收益
三、选型谈判:如何问出供应商的真功夫
面对大型项目,供应商都会拿出华丽方案。如何辨别真伪?别只看效果图,要问这些实操细节:
- “请展示,在原料含水量瞬间从5%增加到8%时,你们的燃烧系统和压力控制系统如何响应?炉温波动能否控制在15°C内?” (考验系统抗干扰能力)
- “请提供,在额定产能下,贵方案从入炉到出铝液的全物料平衡与热平衡计算书。我要看你们对烟气、炉渣、金属烧损和冷却水带走热量的具体分配数据。” (考验设计功底)
- “炉衬关键部位(如熔池线、烧嘴砖)用的是什么材质、什么牌号的耐火材料?请提供同材质在类似工况下连续运行18个月后的侵蚀检测报告。” (考验耐用性)
- “控制系统,能否开放关键算法的底层逻辑接口?当我们未来需要根据自身原料变化优化模型时,能否自行调整?” (考验系统开放性和可持续性)
四、最终极的考量:全生命周期成本与弹性
对于大型铝厂,决策最终要落到三十年账本上。
初始投资:只是冰山一角。
运行成本:燃气、电力、耐火材料、环保耗材、人工,这才是主体。
机会成本:设备的可适应性。未来如果原料结构从型材转向更多汽车切片,你的炉子能否通过调整烧嘴和工艺来适应?还是必须推倒重来?
风险成本:非计划停炉一天的损失是惊人的。供应商的本地化服务能力、备件库存水平、远程诊断速度,都需折算成价值。
离开内蒙前,我对老李说:“这个级别的投资,选型本质上是在选择未来三十年的‘生产模式’和‘成本结构’。不要急于决定要什么样的炉子,先花足够的时间,定义清楚你们未来要‘吃’什么样的料,以及想以多‘精致’的方式把它‘消化’掉。 答案,就在这个定义里。”
大型铝厂的熔炼炉,是资本、技术与远见的综合体。它静静地矗立在车间里,却日夜不息地进行着最激烈的能量博弈与价值转化。它的每一次燃烧,都直接书写在企业的损益表上。












