镇江梅雨季是真磨人,上礼拜去丹徒的一家压铸厂,车刚下高速就被潮气裹住,车窗上全是雾。客户老陈在厂门口等我,手里攥着个满是针孔的铝铸件,眉头皱得能夹纸:“胡工,这月铸件合格率才78%,全是这种小针孔,废件堆了小半间屋,光料钱就亏了5200多!”
进了车间更明显,潮得墙皮都有点返潮,地上铺的防滑垫踩上去黏糊糊的。我凑到熔化炉边,伸手摸了摸堆在角落的铝屑,手上沾了一层潮气——不用看也知道,这是铝液吸氢了。梅雨季空气湿度大,铝屑、工具带水,一进炉就容易让铝液“喝”进氢气,最后铸件上全是针孔,这种情况我每年这时候都能碰到好几回。

早年在苏州,我也栽过“没防住潮”的坑
大概六年前,苏州昆山有家做铝合金支架的厂,也是梅雨季,客户说铸件总出针孔,我一开始以为是精炼剂不行,让他们换了更贵的,花了800多,结果还是那样。
后来蹲在车间看了半天,才发现他们的铝屑堆在窗户底下,雨丝飘进来都沾在上面,没烘干就直接进炉了。铝屑里的水分一遇高温,就分解成氢气,全跑进铝液里了。最后没办法,只能把这批料回炉,还加了双倍的精炼剂除气,光废料损失就3100多,耽误了3天工期。
那回之后,我每到梅雨季去客户那,第一件事就是摸铝屑、查烘干设备,比自己厂里的事还上心——吃过亏就知道,梅雨季防吸氢,不是“事后除气”,是“事前防潮”,差一步就白扔钱。
镇江老陈的问题:铝屑没烘干,温度还低了5℃
老陈的厂我蹲了一上午,发现俩关键问题:
一是铝屑烘干不彻底。他们的烘干箱温度只设到80℃,我用测温仪测了下刚出来的铝屑,才75℃,捏在手里还是有点潮乎——这温度根本烘不透,水分还藏在铝屑缝里,一进炉就出问题。
二是熔炼温度有点低。操作工怕烧高了氧化多,把温度压在725℃,但这温度下,精炼剂的除气效果会差不少,氢气跑不出去,全留在铝液里。
老陈说之前也烘铝屑,但觉得“差不多就行”,没当回事。我跟他说:“梅雨季这湿度,差10℃烘干温度,铝液吸氢量能多20%,最后全变成铸件上的针孔。”
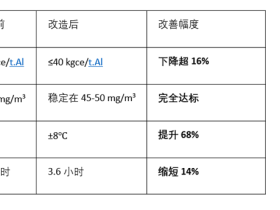
调了3个细节,3天后合格率从78%冲到95%
我没让他换设备,就改了几个小操作:
第一,把铝屑烘干温度提到120℃,烘干时间从30分钟改成45分钟,烘完后再用手摸,干得发脆,没一点潮气。老陈一开始还心疼电费,我说:“你现在一天亏500料钱,烘干多花的电费才20块,哪个划算?”
第二,把熔炼温度往上提了5℃,卡在730℃。这个温度下,铝液流动性好,精炼剂能充分化开,除气更彻底,还不会因为温度太高增加氧化烧损。
第三,在精炼剂里加了点除氢专用的添加剂,每吨铝液加0.3公斤,不用多,就一点点,能帮着把铝液里的氢气“抓”出来。
改完第一天,铸件的针孔就少了一半;第三天再看,合格率直接冲到95%,老陈拿着合格的铸件,跟车间里的人喊:“你看!胡工这法子真管用!”
还有个小细节:我让他们把装铝屑的料斗换成不锈钢的,之前用的是铁皮斗,梅雨季容易生锈不说,还会凝水珠,换了之后,铝屑在转运过程中也不会沾潮气——这步花了300多块,比天天返工划算多了。
梅雨季防吸氢,我总结的“笨办法”
干这行20年,梅雨季防铝液吸氢,我没什么高科技招,就是“盯紧细节”:
- 铝屑一定要烘透:温度至少110℃,烘完用手摸,没潮气、发脆才算行,别图省电费少烘10分钟;
- 熔炼温度别太低:卡在730-735℃,既能保证精炼剂除气,又不会多氧化;
- 工具别带水:坩埚、勺子用完擦干,别直接放地上,梅雨季地上潮气大,一沾就带水;
- 最后记着:精炼除气的时候,搅拌时间别少于5分钟,让精炼剂跟铝液全混上,别跟“蜻蜓点水”似的搅两下就停。
老陈的厂按这法子干了半个月,月底算账,废件损失从5200多降到了800,省了4400,比他预期的还多。他拉着我要请吃饭,说:“以前总觉得梅雨季出针孔是‘天注定’,没想到是自己没做到位。”
我常跟客户说:“梅雨季铝液吸氢,就像下雨天没打伞,不是雨太大,是你没提前准备。把该防的潮防住,该控的温度控好,铸件照样能合格,钱照样能省下来。”