前天在无锡,一个压铸厂的老朋友打电话来:“胡工,快来帮我看看,环保局昨天来测了,粉尘超标一倍多,炉子排烟也不畅,车间里呛得人待不住。”
电话那头,车间风机嗡嗡响,夹杂着操作工的咳嗽声。这场景太熟悉了——干了二十年,排烟不畅和粉尘超标这俩问题,就像双胞胎似的,经常一起出现。
今天就跟大伙聊聊,碰到这俩毛病,该从哪儿下手。全是现场摸爬滚打攒下来的经验,不说虚的。
先看现象,再找病根
到现场第一件事,我没急着钻炉子,先在车间转了一圈。
那台5吨的铝合金熔化炉,炉门一开,烟气就往车间里窜。屋顶的排烟管道接口处,能看到淡淡的烟迹。再上屋顶看风机,风机振动得厉害,声音发闷——凭经验,这不是好兆头。
我问操作工:“最近有没有感觉炉子负压不够?”
“有有有,这半个月,开炉门时烟气总是往回倒。”
再问除尘器的情况,班长挠头:“两个月没清灰了,最近订单多,顾不上。”
得,病根基本找到了——除尘器积灰严重,风机带不动,整个系统负压不够。这就跟人鼻子堵了还要使劲呼吸一样,时间长了肺都得憋坏。
我用热球风速仪测了下管道风速,主风管才8米/秒——按设计应该在15到18米/秒。风量明显不够,粉尘带不走,自然在管道里沉降,时间长了就堵。
排烟不畅的三大元凶
干这行这么多年,排烟不畅的原因,十有八九是这三样:
一、除尘器堵了
这是最常见的。很多厂的除尘器,清灰周期全靠猜,想起来就吹一下,想不起来就堆着。
像上面那家,两个月没清灰,滤袋表面糊了厚厚一层。我用压差计测了下除尘器进出口压差——1800帕,正常应该在1200帕以下。
我跟班长说:“你这滤袋,现在不是在过滤,是在当墙用。”
后来停机清灰,拆开一看,滤袋表面板结得硬邦邦的。这种情况光靠脉冲喷吹已经没用了,得拆下来泡洗。后来换了新滤袋,又加了压差在线监测,设定超过1500帕自动报警——这样就不会再犯老毛病。
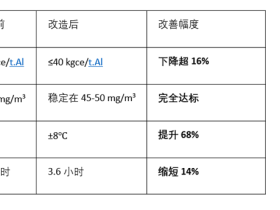
有个厂改造后效果特别好,之前风机频率要拉到30赫兹才能勉强维持负压,换了新除尘器后,13赫兹就够用,电费省了一大截。
二、管道设计有问题
这问题更隐蔽。有时候除尘器没堵,风机也正常,但排烟就是不畅。那八成是管道设计不合理。
去年在常州一家压铸厂,他们新装了一套除尘系统,从设计到安装都是外面找人做的,结果一直排烟不畅。我去一看,主风管管径偏小,弯头太多,还有个90度急弯——烟气到那儿就减速,粉尘全沉在那儿了。
我用风速仪测弯头前后,风速从15米/秒降到6米/秒。这种速度,粉尘根本带不走。
后来改了管道,加大管径,弯头改成45度,增加检修口,问题解决。这里插一句,管道每隔3到4米最好设一个清灰口,特别是水平管段。
还有个细节:管道连接法兰必须密封好。肥皂水抹上去冒泡的地方,都是漏风的。漏风多了,风机做负功,能耗高还吸不动。
三、风机匹配不对
这是技术含量最高的地方。很多厂换除尘器,风机还是用老的,结果风量风压不匹配。
有个客户,把除尘器从小换到大,风机没换,结果排烟更差了——因为除尘器阻力小了,风机工作点偏移,实际风量反而下降。这涉及风机特性曲线,得找懂的人算。
更常见的是风机皮带打滑。我见过一个厂,风机皮带松得能按下去两公分,风量少了三分之一,操作工还以为是管道堵了。
每周按按皮带中点,下垂量10到15毫米算正常,太松就紧,太紧会磨轴承。
粉尘超标,不光是除尘器的事
粉尘超标这个问题,客户找上门时往往很着急——环保局盯着呢。
但粉尘超标的原因,也不光是除尘器本身。
滤袋选型不对
熔铝炉的烟气,特点是粉尘细、湿度大、有腐蚀性。
湖南晟通那个25吨炉的项目,粉尘粒径小于1微米的占72.5%,这种微细粉尘最难捕集。如果滤袋选不好,排放很难达标。
我一般推荐耐高温覆膜滤袋,克重不低于550,过滤风速控制在1.2米/分钟以内。过滤风速太高,粉尘容易穿透;太低,设备又太大,投资高。
有个客户图便宜,买了普通涤纶针刺毡,用了不到三个月,排放超标,拆开一看,滤袋全被烧坏了——烟气温度偶尔冲到200度以上,涤纶受不了。
熔铝炉烟气温度一般要控制在170度以下,超过200度就得降温。可以在除尘器前加冷风阀,温度高了自动掺冷风。
烟气结露
这问题在冬天特别常见。
烟气温度过低,水汽和酸性气体冷凝,会和粉尘粘在一起,糊在滤袋上形成板结。
湖南那个案例,刚开始运行时就是结露问题,滤袋板结得硬邦邦。后来加强除尘器保温,温度提上来,才恢复正常。
我给客户建议:除尘器灰斗最好加电伴热,特别是北方,冬天不加热,灰斗堵了比啥都头疼。
烟尘性质特殊
有些厂的烟尘,本身就粘。
像闪速熔炼那种工艺,烟尘里含氧化铜、氧化铅,遇二氧化硫会生成硫酸盐,粘性特别大。
有个铜熔炼客户,引风机叶轮上积灰积得跟棉袄似的,一个月就要清一次,不然振动超标。
熔铝炉虽然没那么夸张,但如果炉料含油、含漆多,烟尘也会发粘。这种时候,管道和除尘器得设计成易清理的结构,该开检修口的地方一个不能少。
调试那点事:一步一步来
新装除尘系统,调试是关键。我一般按这顺序:
第一步,单机试车。
先试风机,点动看转向对不对——反转了风量几乎为零。再试脉冲阀,听声音清脆不,有没有堵塞。
第二步,空载调试。
不开炉子,光开风机和除尘器,测管道风速、除尘器压差、风机电流,看设计值和实测值偏差大不大。
如果偏差大,调风门开度或者风机频率。风门调法很简单:顺时针关小,逆时针开大。
第三步,带载调试。
开炉子,测炉门口负压——熔化炉炉门微负压最理想,烟气不往外跑,又不会吸太多冷风。
测除尘器出口粉尘浓度,看能不能达标。标准是《铸造工业大气污染排放标准》GB39726,颗粒物限值一般是30毫克/立方米。
第四步,调清灰参数。
根据除尘器压差变化,调脉冲阀喷吹间隔和宽度。压差升得快,就喷勤点;压差稳定,可以适当拉长间隔,省气。
有个小技巧:离线清灰比在线清灰效果好,但得有两个以上过滤室轮流切换。
应急处理:临时救火
环保局来了,排放超标,咋办?
第一,先别慌,查除尘器压差。
压差太大,说明滤袋堵了,赶紧强力清灰——手动启动脉冲喷吹,多吹几轮。
压差太小,可能滤袋破了,得赶紧查漏。晚上用手电照除尘器出口,看到亮光就是漏点。
第二,查风机频率。
频率太低就往上拉,临时加大风量。但别拉太高,小心电机过载。
第三,实在不行就走旁路。
有的除尘系统设旁路烟道,故障时烟气可以直接排。但这只是应急,不能常用,环保查到要重罚。
重庆有家厂,除尘器形同虚设,熔炼废气直排,被环保局抓了现行,不仅罚款还得停产整改。这种亏,吃一次就够了。
改造方向:从治标到治本
如果设备本身没问题,只是运行维护不到位,那加强管理就行——该清灰清灰,该换滤袋换滤袋。
如果设备真老了、小了,那就得升级改造。
现在主流是脉冲布袋除尘器,清灰效率高,运行稳定。选型时注意:
过滤风速:1.0到1.2米/分钟
滤袋材质:耐高温覆膜,克重不低于550
清灰压力:0.3到0.5兆帕
排灰方式:星型卸灰阀,配输灰系统
有的厂还加PLC自动控制,根据压差自动调清灰周期,省心省力。
最后说几句实在话
排烟和粉尘这事,说到底就一句话:三分靠设备,七分靠维护。
设备再好,没人管,照样出问题。设备一般,维护到位,也能达标。
我那套维护时间表,给很多客户用过:
每天:看除尘器压差、听风机声音
每周:检查清灰系统、清理灰斗
每月:查管道漏风、校仪表
每季:换滤袋(视情况)、清叶轮
按这个来,停机次数能少一半以上。
那天在无锡厂里,跟班长交代完这些,已经是下午四点了。临走时,他说:“胡工,要是早点找你,也不至于被环保局盯上。”
我说:“现在也不晚,把问题改了,以后别再犯就行。”
出了车间,回头看了眼那根烟囱,烟气淡淡地飘着,总算正常了。
更多熔化炉排烟系统案例和维护经验,欢迎关注我的博客:炉语者胡申岳 | 20年铝合金熔炼专家